您是不是要采购
铜铝焊接工程-黄石铜铝焊接-同灿气体机械维修
第一枪帮您来“拼单”,更多低价等你来!铜铝焊接工程-黄石铜铝焊接-同灿气体机械维修
- 名称武汉同灿气体机械有限公司 【公司网站】
- 所在地中国
- 联系人 鲍海峡
- 价格 面议 点此议价
- 采购量 不限制
- 发布日期 2020-08-22 10:06 至 长期有效
热线:15629130319
来电请说明在第一枪看到,谢谢!
铜铝焊接工程-黄石铜铝焊接-同灿气体机械维修产品详情
查看全部氮气产品>>
铜焊接方法有哪些?
铜焊接材料是什么?
铜焊接知识有哪些?
相信很多朋友以上疑问,铜铝焊接工程,本文我们就铜焊接做详细的介绍.。
铜具有优良导电性、导热性、耐腐蚀性、延展性及一定强度等特性。电气、电子、化工、食品、动力、交通及航空航天工业中得到广泛应用。纯铜(紫铜)中添加10余种合金元素,铜铝焊接加工,形成固溶体各类铜合金,如加锌为黄铜;加镍为白铜;加硅为硅青铜;加铝为铝青铜等等。
一、铜焊接工艺难点四要素
铜及铜合金可用钎焊、电阻焊等工艺方法实现连接,工业发达今天、熔焊已占据主导地位。用焊条电弧焊、TIG焊、MIG焊等工艺方法容易实现铜及铜合金焊接。影响铜及铜合金焊接性工艺难点主要有四项元素:









二、铜焊接用料
1.焊接用ya气纯度≥99.99%,露1点≤-50℃,黄石铜铝焊接,并应符合GB/T4842或GB10624规定。当瓶装ya气压力≤0.5Mpa时不宜使用。当预热不方便或要求熔深较大时可用70%Ar 30%N2混合气体。氮和氦作保护气体ya气时熔深2~3倍,铜铝焊接施工,但氮气也容易气孔增多倾向。
2.手工钨*ya弧焊电*采用钨电*。电*直径应根据焊接电流大小来选择(使用时一般比焊接电流所要求规格大一号钨*)。

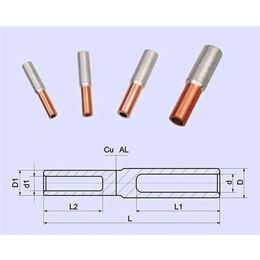
从而能对部件进行更加均匀的加热)均匀加热被焊母材,待母材温度均匀上升到300度左右时,主要热源集中加热预先设计好的焊接处,同时扫射加热被焊母材。加热顺序是先厚件后薄件,先铜件后铝件。3)待焊接处焊接温度达到400度左右时,以一定的焊接角度填充焊接焊缝处(角度以熔融焊丝充分熔敷于焊接部为宜),母材的温度一定要达到400度。待焊接部位的钎料在焊接处形成均匀焊缝时,移开焊枪,自然冷却,整个焊接过程完成,此过程中不尽量不要烧ALCU-Q303,因为这个不同于传统的焊丝,这个的原理是靠母材的热传导熔融ALCU-Q303成型的,可以用火焰的末端稍微燎一下焊丝助熔,但是千万不要用火直接烧焊丝。

铜铝焊接工程-黄石铜铝焊接-同灿气体机械维修由武汉同灿气体机械有限公司提供。武汉同灿气体机械有限公司(www.dwpwx*)有实力,信誉好,在湖北 武汉 的工业制品等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将促进同灿气体机械和您携手步入*,共创美好未来!同时本公司(www.dwpwx*)还是从事杜瓦瓶维修,杜瓦瓶维修哪家好,杜瓦瓶维修价格的厂家,欢迎来电咨询。

以上内容为铜铝焊接工程-黄石铜铝焊接-同灿气体机械维修,本产品由武汉同灿气体机械有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品





江湖通产品
查看全部氮气产品>>