您是不是要采购
宁波自动涂装设备-无锡固途焊接
第一枪帮您来“拼单”,更多低价等你来!宁波自动涂装设备-无锡固途焊接

- 名称无锡固途焊接设备有限公司 【公司网站】
- 所在地中国
- 联系人 张经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-09-04 20:43 至 长期有效
热线:18800547799
来电请说明在第一枪看到,谢谢!
宁波自动涂装设备-无锡固途焊接产品详情
查看全部其他焊接设备产品>>
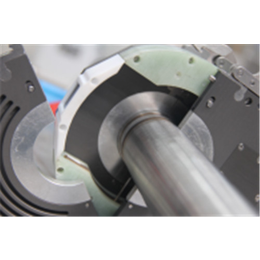
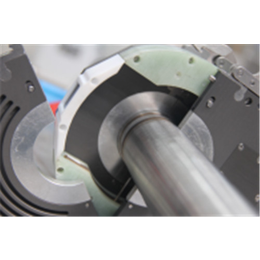
管板换热器的结构如图1.1所示,管与板之间通过焊接实现连接和密封。目前,在工业锅炉行业管子与管板间的连接大多还停留在使用手工电弧焊的阶段,手工电弧焊效率低、工人劳动强度高,受焊工技术水平制约,全位置焊时,焊缝成型外观*不美观,质量难以保持稳定和一致,性能均一性差。采用焊接机器人自动化的焊接方法能够很大程度解决这些问题,达到、按期完成的目的。






大型热流体交换设备中,管束是必要的交换路径。小径体积的热力换热装置可以采用手工弧焊,但是大型设备在焊接中,每一个管板管束在上千以上。这样的大体积依靠手工焊接容易造成漏焊,焊接效率低。因此管板弧焊机正是这类设备的焊接方法。今天我们给大家展示下这类焊接的操作细节。
清除管板表面及换热管端头100mm范围内的氧化膜、铁锈、油污、水等脏物。低合金钢和碳钢一般用钢丝刷, 不锈钢应采用不锈钢钢丝刷清理,自动涂装设备, 然后用擦拭坡口清除油污。
清理后的焊件应尽早组装焊接, 停放时间不宜超过24小时。
检查换热管装配质量和尺寸,管头露出长度应均匀,不得有参差不齐,并避免强行组装露出管头。钨*一般采用钨*。

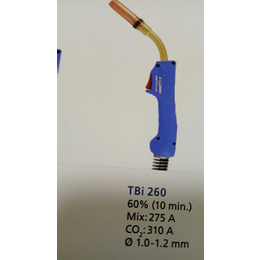
焊接方式选择试验选用的镀锌钢板厚度为2.7mm,在保证焊接质量要求的同时,考虑焊接工艺容易使用并实现单面焊接双面成形等因素,选择使用熔透型等离子弧焊接工艺,即在焊接过程中,减少离子气流量,并扩大喷嘴孔道直径,降低等离子弧的压缩程度和穿透能力,只熔透工件,但不产生小孔效应的等离子弧焊方法。焊接熔池的形成主要借助离子弧传导,熔透深度通过调整焊接电流、焊接速度等能量参数进行控制,等离子弧焊基本不受电弧长度变化的影响,可达到高焊接质量要求

宁波自动涂装设备-无锡固途焊接由无锡固途焊接设备有限公司提供。无锡固途焊接设备有限公司是从事“无锡焊接机器人,全位置管板自动焊接机头厂家”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供更好的产品和服务。欢迎来电咨询!联系人:张经理。

以上内容为宁波自动涂装设备-无锡固途焊接,本产品由无锡固途焊接设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品



江湖通产品
查看全部其他焊接设备产品>>