东莞保险丝座(图)-保险丝座价格-保险丝座
第一枪帮您来“拼单”,更多低价等你来!东莞保险丝座(图)-保险丝座价格-保险丝座

- 名称东莞市鑫硕电子五金塑胶厂 【公司网站】
- 所在地中国
- 联系人 邬先生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-08-20 19:47 至 长期有效
东莞保险丝座(图)-保险丝座价格-保险丝座产品详情










我们生活中常用的东西绝大部分都是通过五金冲压加工出来的,常见的有手机壳,电脑机箱,冰箱,五金衣柜,空调,等等。冲压技术已经占据了大部分的生活领域。
各式各样的冲压产品都有不同的冲压加工方法,那么常见的 五金冲压加工方法都有哪些呢?
1 逆向拉深加工方法 对*道工序中的拉深工件进行逆向拉伸,使工件的内部成为外侧面,使冲压件的外径变小。
2 薄壁拉深加工方法 采用冲头将成形容器挤压成比容器外径略小的型腔,使底部容器的外径变小,壁厚变薄,既消除了壁厚偏差,又使容器表面光滑。

3 矩形拉伸加工方法 它是一种由拉伸形成的低矩形工件。拉伸时,法兰变形带转角处的*拉阻力大于直边,圆角处的变形大于直边处的变形。
4 山形拉伸加工方法 当冲压件的侧壁倾斜时,侧壁在冲压过程中悬浮,直到成形过程结束时才粘在模具上。侧壁不同部位在成形过程中的变形特征并不完全相同。

5 丘形拉延加工方法 丘形盖板在成形过程中的变形不是简单的拉伸变形,而是拉伸与变形的结合。冲压表面毛坯的变形为拉伸变形(径向拉应力和压应力),而轮廓内(尤其是中部区域)的变形为大变形。
6 法兰半球形拉伸方法 当球形构件被拉伸时,保险丝座厂家,坯料部分地与冲头的球形顶部接触,其余部分处于悬浮的无约束自由状态。因此,拉伸这种球形部件的主要技术问题是部分接触部分的严重变薄,或弯曲部分的不稳定起皱。
以上就是一些比较常见的五金冲压方法了,根据自己的标准选择合适的冲压方法就行了。

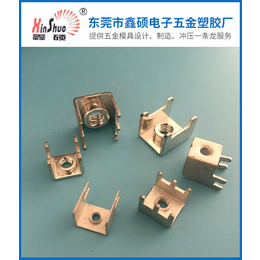
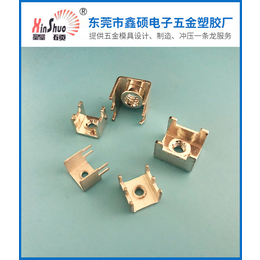
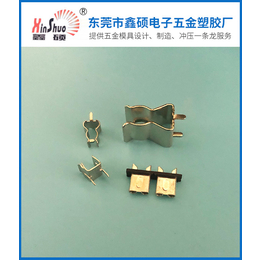
东莞市鑫硕电子五金塑胶厂位于东莞市横沥,主要生产保险丝夹、保险丝座、保险丝盒、PCB焊接端子、各类插片端子、铜环铜圈及弹片,并对外提供五金模具设计、制造、冲压一条龙服务。
石碣焊接端子加工厂,石龙焊接端子公司,石排焊接端子厂,茶山焊接端子厂家
冲压件不平整,出现凹形圆弧面的原因有哪些?怎样解决?
冲压件不平整,出现凹形圆弧面的原因主要有以下几个方面:
1)普通冲压中,毛坯初受凸模压力时,保险丝座,会产生弹性翘曲,在凸模下面产生凹形圆弧面。若间隙适中,剪裂及时进行,弹性翘曲会基本消除。当间隙偏大时,保险丝座加工,毛坯在刃口处所受弯曲与拉伸严重,剪裂推迟进行,翘曲得不到消除而遗留在冲压件上成为凹形圆弧面。当间膜偏小时,因落入凹模洞口的冲压件尺寸稍大于洞口尺寸,工件受挤发生翘曲,形成凹形圆弧面。
消除的方法是在冲压模上设压边装置〔如弹压卸料板)及弹性顶料装置*弹性翘曲,当间隙小时修整冲压间隙可消除工件的凹形圆弧面。
2)凹模洞口直壁段有反锥度或顶料板与工件接触面积小造成工件出现凹形圆弧面。消除的方法是修去凹模洞壁的反锥度及更换顶料板。
3)当冲压件形状复杂时,由于工件周边的冲压力不均匀,造成工件翘曲不平。消除的办法是*压边力。
4)在冲模与冲压件之间有油、空气或杂物存在时,也会使冲压件产生挠曲,特别对薄料、软料工件影响较大。消除的办法是,保险丝座价格,注意加强清洗工作,当存有空气时可在冲模上设计排气孔。

东莞市鑫硕电子五金塑胶厂位于东莞市横沥,主要生产保险丝夹、保险丝座、保险丝盒、PCB焊接端子、各类插片端子、铜环铜圈及弹片,并对外提供五金模具设计、制造、冲压一条龙服务。“鑫硕”秉承“扩大企业影响,发展规模经济,铸造品牌形象,永续经营”的战略原则,创立了“集团 公司 生产 基地” 的经营模式,充分发挥集团潜在的科研和资金优势,开发出具有优势的技术。****的产品,完善的售后服务,几年来取得了良好的商信誉。
冲压件的尺寸精度是指冲压件的实际尺寸与设计尺寸的差值,差值越小,精度越高。在理想情况下,落料件的尺寸与凹模刃口尺寸相同,而冲孔件的尺寸与凸模刃口尺寸相同。实际上,由于冲裁时工件受力而产生一定的弹性变形,冲裁结束后,工件就会发生弹性恢复现象,从而引起落料件尺寸与凹模刃口尺寸、冲孔件与凸模刃口尺寸不相符,影响了冲压件的尺寸精度。
影响冲压件尺寸精度的因素很多,如冲裁间隙、冲模制造精度、材料性质与厚度、冲压件的形状和尺寸等,其中主要因素是冲裁间隙。当凸、凹模间隙过大时,冲裁过程中材料所受的拉延作用较大,因而拉延变形大。

冲裁结束后,因材料的弹性恢复使落料件尺寸缩小,而冲孔件尺寸*。当间隙过小时,由于材料受凸、凹模挤压而产生压缩变形。冲裁后因材料的弹性恢复使落料件尺寸*,而冲孔件的尺寸缩小。冲压件的尺寸精度还与材料的性质和厚度有关。因材料的性质直接决定了板料在冲裁过程中的弹性变形量,较软的材料,弹性变形量较小,冲裁后的弹性恢复量也较小,使制件精度较高较硬的材料,弹性变形量较大,冲裁后的弹性恢复也较大,使制件精度低薄料冲裁时,弹性拱弯大,弹性恢复也大,使制件精度低。
此外,尺寸精度还与零件形状和尺寸大小有关。零件尺寸越大,形状越复杂,模具制造调整就越困难,模具间隙不易保证均匀,故尺寸偏离就越大。上述因素对冲压件尺寸精度的影响是在模具制造精度一定的前提下讨论的。若模具刃口制造精度低,则冲制出的零件精度也无法保证。所以,凸、凹模刀口尺寸的制造公差要按工件的尺寸精度要求来确定。
东莞市鑫硕电子五金塑胶厂位于东莞市横沥,主要生产保险丝夹、保险丝座、保险丝盒、PCB焊接端子、各类插片端子、铜环铜圈及弹片,并对外提供五金模具设计、制造、冲压一条龙服务。
东莞保险丝座(图)-保险丝座价格-保险丝座由东莞市鑫硕电子五金塑胶厂提供。行路致远,砥砺前行。东莞市鑫硕电子五金塑胶厂(xinshuo98*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为磁性元器件较具影响力的企业,与您一起飞跃,共同成功!
该公司其他产品


江湖通产品
-
 大连编码器激光焊接
面议
大连编码器激光焊接
面议
-
 济南石英挠性加速度计激光焊接
面议
济南石英挠性加速度计激光焊接
面议
-
 石家庄铝合金激光焊接
面议
石家庄铝合金激光焊接
面议
-
 石家庄电容器激光焊接
面议
石家庄电容器激光焊接
面议
-
 石家庄精密部件激光焊接
面议
石家庄精密部件激光焊接
面议





