精加工粉末冶金刀具-华菱金刚石刀具-加工粉末冶金
第一枪帮您来“拼单”,更多低价等你来!精加工粉末冶金刀具-华菱金刚石刀具-加工粉末冶金
- 名称郑州华菱超硬材料有限公司 【公司网站】
- 所在地中国
- 联系人 崔经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-01-02 18:27 至 长期有效
精加工粉末冶金刀具-华菱金刚石刀具-加工粉末冶金产品详情
车削加工粉末冶金用啥刀具好用?车削加工(铁基/镍基/钴基)粉末冶金材料,尤其是淬火后的粉末冶金材料,首先选择的当是CBN材质刀具BN-K50用于加工粉末冶金材料。
车削加工粉末冶金材料的加工难点:
(1)刀具断屑困难,遇到断续容易崩刀;
(2)加工效率低,硬质合金刀具*性不好,在加工常规材料还可以,但用在粉末冶金材料上边*性不好,非常费刀;
(3)涂层刀具在车削加工粉末冶金材料时,有崩刃现象,选择华菱超硬CBN刀具,可看以下案例及参数:
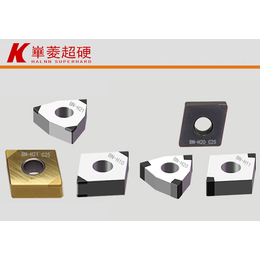
加工材料:粉末冶金,微断续加工,工件硬度:HRC38,选用刀片:BN-K50 DCGW11T304
切削参数:ap=0.2mm,Fr=0.1mm/r,Vc=150m/min,干切
加工效果:相比普通材质CBN刀具,加工粉末冶金,华菱BN-K50材质CBN刀具的使用寿命****50%,表面粗糙度达Ra0.8以下。
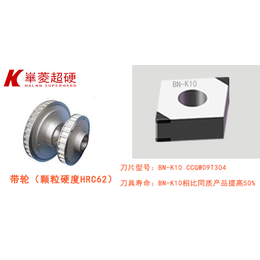
华菱超硬公司针对车削加工粉末冶金材料领域,有独到的见解,供应有BN-K50,精加工粉末冶金刀具,BN-K10等牌号CBN刀具,粉末冶金*刀片BN-K50,以及PCD刀具牌号CDW010,欢迎致电华菱超硬咨询。






车粉末冶金的刀用什么材质?车粉末冶金的刀片材质有多种,其中立方氮化硼(BN-K50或BN-K10)和聚晶金刚石(CDW010)可用于解决高硬度、难加工的粉末冶金材质。
由于每个厂家的粉末冶金材质配比均不相同,工况不同,机床刚性不同,因此在加工粉末冶金时切削参数也要有所调整,因此刀具厂家一般只提供一个范围(如下表),从低到高调整至更合理的切削参数值,下表是采用方氮化硼(BN-K50或BN-K10)车粉末冶金的推荐切削参数:

华菱超硬公司针对车削加工粉末冶金材料领域,有独到的见解,供应有BN-K50,BN-K10等牌号立方氮化硼车刀,适合精加工-连*续加工粉末冶金材料零部件,*性能优异;由于粉末冶金材质的特殊性,华菱超硬还有聚晶金刚石车刀牌号CDW010,亦可优势应用于部分粉末冶金零部件,欢迎致电华菱超硬咨询。
粉末冶金用什么刀加工?目前加工粉末冶金材料常用的刀具材质有硬质合金、金属陶瓷、立方氮化硼(BN-K50/BN-K10)、聚晶金刚石(CDW010)等。其中BN-K50立方氮化硼材质是粉末冶金加工刀具新材料,可微断续切削加工粉末冶金,BN-K10材质主要用于连续切削工况。
众所周知,粉末冶金是一种使零件可以“接近****终形状”的成型工艺,广泛应用于汽车、农机生产等行业。粉末冶金零件虽然只需少量的加工,但是****其难加工,这主要是由于粉末冶金材料的多孔性结构所引起的,多孔结构降低了刀具的使用寿命。
华菱超硬公司针对车削加工粉末冶金材料领域,有独到的见解,供应有BN-K50,BN-K10等牌号PCBN刀片,适合精加工-连*续加工粉末冶金材料零部件,*性能优异;由于粉末冶金材质的特殊性,车加工粉末冶金零件刀具,华菱超硬还有PCD刀片牌号CDW010,亦可优势应用于部分粉末冶金零部件,欢迎致电华菱超硬咨询。