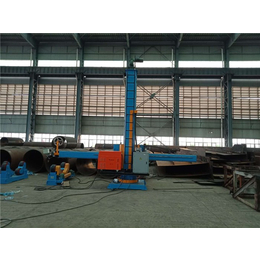
三虹重工(图),焊接操作机操作,焊接操作机
第一枪帮您来“拼单”,更多低价等你来!三虹重工(图),焊接操作机操作,焊接操作机
- 名称武汉三虹重工科技有限公司 【公司网站】
- 所在地中国
- 联系人 陈先生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-10-16 04:56 至 长期有效
三虹重工(图),焊接操作机操作,焊接操作机产品详情







带状电****埋弧焊
此种方法具有很高的熔敷速度、很低的熔深和稀释度,尤其是双带****埋弧焊,因此是表面堆焊的理想方法。带****埋弧堆焊的关键是要选择合适成分的带材、焊剂和送带机构。一般常用的带宽为60mm。焊剂宜采用烧结焊剂,并尽可能减少氧化铁含量。带****埋弧堆焊通常采用直流反接****性,以带宽60mm带****堆焊焊接参数对堆焊焊缝成形的影响为例,为了尽可能减小稀释率,焊接电流不超过950A,电压以26V为佳,焊接速度也不应该选太大。宽带****埋弧堆焊采用轴向外加磁场或横向交变磁场,可以有效****宽带堆焊层的熔宽和熔深均匀性。

埋弧焊焊丝选配
埋弧焊使用的焊丝有实心焊丝和药芯焊丝两种,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特殊场合应用。焊丝品种随所焊金属的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特殊合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。根据*标准GB/T 14957-1994、GB/T 4241-1984焊接用钢丝的规定,焊丝牌号的字母“H”表示焊接用实心焊丝,字母“H”后面的数字表示碳的质量分数,化学元素符号及后面的数字表示该元素的大致质量分数值。当元素的含量小于1%时,焊接操作机结构,元素符号后面的1省略。有些结构钢焊丝牌号尾部标有“A”或“E”字母,“A”为****品,即焊丝的硫、磷含量比普通焊丝低;“E”表示为*****品,其硫、磷含量更低。
焊丝直径的选择依用途而定,半自动埋弧焊用焊丝较细,一般为φ1.6~φ2.4mm,自动埋弧焊时一般使用φ3~φ6mm的焊丝。一定直径的焊丝,使用的电流有一定范围,使用电流越大,熔敷率越高。而同一电流使用较小直径的焊丝,可获得加大焊缝熔深、减小熔宽的效果。当工件装配不良时,宜选用较粗的焊丝。
焊丝表面应当干净光滑,除不锈钢、有色金属焊丝外,各种低碳钢和低合金钢焊丝表面一般镀铜,镀铜层即可起防锈作用,又可****焊丝与导电嘴的接触状况。但*腐蚀和核反应堆材料焊接用的焊丝是不允许镀铜的。
为了使焊接过程稳定进行并减少焊接辅助时间,焊丝通常用盘丝机整齐的盘绕在焊丝盘上,按照*标准规定,每盘焊丝应由一根焊丝绕成。

焊接操作机操作_焊接操作机_三虹重工由武汉三虹重工科技有限公司提供。武汉三虹重工科技有限公司(www.weld365.cn)位于武汉市江夏区大桥新区(107国道旁)中信联工业园东区2-1。在市场经济的浪潮中拼博和发展,目*虹重工在电焊设备与器材中拥有较高的*度,享有良好的声誉。三虹重工取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。三虹重工全体员工愿与各界有识之士共同发展,共创美好未来。同时本公司(www.dmh*cx*)还是****从事单面焊,不锈钢单面焊双面成型,*弧焊的厂家,欢迎来电咨询。










