沈阳管焊、无锡固途焊接(图)
第一枪帮您来“拼单”,更多低价等你来!沈阳管焊、无锡固途焊接(图)

- 名称无锡固途焊接设备有限公司 【公司网站】
- 所在地中国
- 联系人 张经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-07-26 06:02 至 长期有效
沈阳管焊、无锡固途焊接(图)产品详情

固定管板式换热器结构特点
固定管板式换热器结构简单,制造成本低,管程清洗方便,管程可以分成多程,壳程也可以分成双程,规格范围广,故在工程上广泛应用。壳程清洗困难,对于较脏或有腐蚀性的介质不宜采用。当膨胀之差较大时,可在壳体上设置膨胀节,管焊,以减少因管、壳程温差而产生的热应力。
固定管板式换热器的特点是:
1、旁路渗流较小;
2、锻件使用较少,造价低;
3、无内漏;
4、传热面积比浮头式换热器大20%~30%。
固定管板式换热器的缺点是:
1、壳体和管壁的温差较大,壳体和管子壁温差t≤50℃,当t≥50℃时必须在壳体上设置膨胀节;
2、易产生温差力,管板与管头之间易产生温差应力而损坏;
3、壳程无法机械清洗;
4、管子腐蚀后连同壳体报废,设备寿命较低。

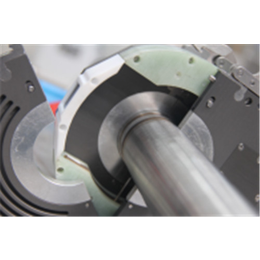
厚壁不锈钢管道全位置焊接过程残余应力与变形分析
焊接线能量对轴向收缩影响至关重要,因而可以通过控制线能量来控制焊接轴向收缩。在前10mm时,无论连续焊还是不连续焊都会产生较大变形,因而要控制好焊接线能量,应采用小的热输入:10mm以后,在保证层间温度要求的前提下,可以进行连续焊接;在填充至2/3坡口厚度后,可以适当加大焊接线能量,以****焊接效率。全位置自动焊各方向的径向位移量都小于0.3mm。沿焊缝中心厚度上的轴向残余应力分布呈典型的弯曲型,环向残余应力基本上为拉应力,且随距内表面距离的增加环向应力也会增加。焊接完成后,管道内外表面的环向和轴向的残余应力均表现为拉应力;焊缝及热影响区附近存在较高的拉应力,随着距离的增加,拉应力下降迅速,并趋于一致。固定端和自由端的应力分布趋势有所不同,自由端残余应力值比较低,而固定端南于拘束的存在使得残余应力有增加的趋势。

焊接机器人焊缝跟踪技术的发展状况及趋势
声学传感器尤其是超声波传感器结构简单、精度*格便宜。超声波传感器由超声波发生及接收装置组成。超声波传感器的测量精度主要取决于超声波的频率,频率越高,误差越小,一般超声波的频率在1.25-2.5 MHz。超声波传感器不怕焊接中的电磁、光、*gan扰,但容易受到噪声gan扰,对噪声比较敏感,如在CO2气体保护焊等焊接方法的应用中有一定的限制。
电弧传感器的工作原理是在焊接过程中,当焊枪与工件之间的相对位置发生变化时,会引起电弧电压和电流的变化,这些变化都可以作为特征1信号被提取出来实现焊枪高低和左右两个方向的跟踪控制。
电弧传感器以电弧本身为传感器, 结构简单,方便灵活,不受弧光、磁场、飞溅、*等gan扰,具有响应快、精度高、*gan扰强等特点。但焊枪的摆动或旋转机构比较复杂,电弧各参数间耦合性很强,实际得到的波形未达到预期的效果,故需要对所得的数据进行滤波,并根据大量的经验来确定控制量。对于无对称侧壁或根本无侧壁的接头形式,现有的传感器则不能识别。
沈阳管焊、无锡固途焊接(图)由无锡固途焊接设备有限公司提供。沈阳管焊、无锡固途焊接(图)是无锡固途焊接设备有限公司(www.gutuweld*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:张经理。