泰州铰刀、麻花 铰刀、硕鑫工具
第一枪帮您来“拼单”,更多低价等你来!泰州铰刀、麻花 铰刀、硕鑫工具
- 名称重庆硕鑫五金工具有限公司 【公司网站】
- 所在地中国
- 联系人 王忠勇
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2016-12-21 10:07 至 长期有效
泰州铰刀、麻花 铰刀、硕鑫工具产品详情
手用铰刀
具有一个或者多个刀齿,用以切除孔已加工表面薄金属层的旋转刀具。经过绞刀加工后的孔可以获得具体的尺寸和形状。手用铰刀用于铰削工件上已钻削(或扩孔)加工后的孔,主要是为了****孔的加工精度,降低其表面的粗糙度,是用于孔的精加工和半精加工的刀具,加工余量一般很小。
手用铰刀铰削精度为H7、H8、H9内孔。
手用铰刀的一般注意事项1.工件要夹正.
2.铰削过程中,两手用力要平衡.
3.铰刀退出时,不能反转,因铰刀有后角,铰刀反转会使切屑塞在铰刀刀齿后面和孔壁之间,将孔壁划伤;同时,铰刀易磨损.
4.铰刀使用完毕,要清擦干净,涂上机油,装盒以免碰伤刃口.

铰刀几何角度的选取
(1)前角、后角的选用
(2)切削锥角的选择。切削锥角2Φ主要影响进给*力的大小、刀具寿命、孔的加工精度和表面粗糙度。当切削锥角小时,进给力小,铰刀切入时的导向性好。但由于切削厚度过小产生了较大的变形,同时由于切削宽度*使卷屑、排屑产生困难,并且使切入切出时间变长。因此为了减轻劳动强度,减小进给力,故可选用较大的Φ值,以减小切削长度和机动时间。加工钢料时Φ取30°,加工铸铁等脆性材料时Φ取6°~10°,加工盲孔时Φ取90°。
(3)刃倾角的选择。如图2所示为高速钢直槽铰刀切削部分的切削刃,其λs一般取15°-20°。为便于制造硬质合金铰刀,一般取λs=0°,铰削盲孔时仍使用带刃倾角的铰刀,但在铰刀端部开一沉头孔以容纳切屑。

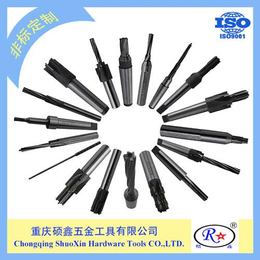
铰刀的特点,用途,种类
铰刀的特点:铰刀效率(精镗孔均是单刃切削,而铰刀都在4-8刃切削,所以效率远高于镗刀)、*、铰刀刃口带有刃带,所以获得更好的粗糙度。
用于铰削工件上已钻削、扩孔、镗孔的加工后的孔,主要是为了进步孔的加工精度,****工件表面粗糙度,是用于孔的精加工和半精加工的一种刀具,加工余量一般很。
用来加工圆柱形孔的铰刀比较常用。
用来加工锥形孔的铰刀是锥形铰刀,比较少用。
按使用情况来看有手用铰刀和机用铰刀,机用铰刀又可分为直柄铰刀和锥柄铰刀。手用的则是直柄型的。
铰刀结构大部分由工作部分及柄部组成。工作部分主要起切削和校准功能,校准处直径有倒锥度。而柄部则用于被夹具夹持,有直柄和锥柄之分。
按不同的用途铰刀可分很多种,因此关于铰刀的标准也比较多,我们较常用的一些标准有手用铰刀,直柄机用铰刀,锥柄机用铰刀,直柄莫氏圆锥铰刀等等。
铰刀按使用方式分手用铰刀和机用铰刀;按铰孔外形分圆柱铰刀和圆锥铰刀,(标准锥铰刀有1:50锥度销子铰刀和莫氏锥度铰刀两种)。铰刀容屑槽方向,有直槽和螺旋槽。
?铰刀精度有D4,H7,H8,H9等精度等级;
?按铰孔的外形分圆柱形、圆锥形和门路形3种;
?按安装夹方法分带柄式和套装式两种;
?按齿槽的外形分直槽和螺旋槽两种。
铰刀定做:在定做非标刀具中,铰刀是一种更为常见的定做刀具,根据不同产品,孔深、直径、精度、粗糙度要求、工件材质来定做铰刀,会得到更好的寿命,精度、粗糙度以及稳定性。