镇江铰刀_铰刀_硕鑫工具
第一枪帮您来“拼单”,更多低价等你来!镇江铰刀_铰刀_硕鑫工具
- 名称重庆硕鑫五金工具有限公司 【公司网站】
- 所在地中国
- 联系人 王忠勇
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2016-12-21 10:05 至 长期有效
镇江铰刀_铰刀_硕鑫工具产品详情
铰刀的特点,用途,种类
铰刀的特点:铰刀效率(精镗孔均是单刃切削,而铰刀都在4-8刃切削,所以效率远高于镗刀)、*、铰刀刃口带有刃带,所以获得更好的粗糙度。
用于铰削工件上已钻削、扩孔、镗孔的加工后的孔,主要是为了进步孔的加工精度,****工件表面粗糙度,是用于孔的精加工和半精加工的一种刀具,加工余量一般很。
用来加工圆柱形孔的铰刀比较常用。
用来加工锥形孔的铰刀是锥形铰刀,比较少用。
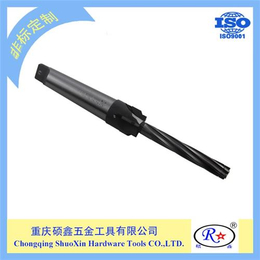
按使用情况来看有手用铰刀和机用铰刀,机用铰刀又可分为直柄铰刀和锥柄铰刀。手用的则是直柄型的。
铰刀结构大部分由工作部分及柄部组成。工作部分主要起切削和校准功能,校准处直径有倒锥度。而柄部则用于被夹具夹持,有直柄和锥柄之分。
按不同的用途铰刀可分很多种,因此关于铰刀的标准也比较多,我们较常用的一些标准有手用铰刀,直柄机用铰刀,锥柄机用铰刀,直柄莫氏圆锥铰刀等等。
铰刀按使用方式分手用铰刀和机用铰刀;按铰孔外形分圆柱铰刀和圆锥铰刀,(标准锥铰刀有1:50锥度销子铰刀和莫氏锥度铰刀两种)。铰刀容屑槽方向,有直槽和螺旋槽。
?铰刀精度有D4,H7,H8,H9等精度等级;
?按铰孔的外形分圆柱形、圆锥形和门路形3种;
?按安装夹方法分带柄式和套装式两种;
?按齿槽的外形分直槽和螺旋槽两种。
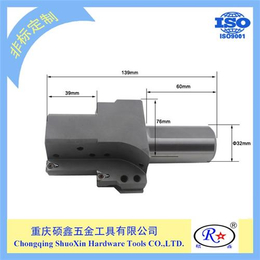
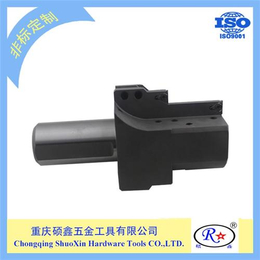
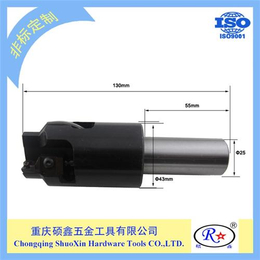
铰刀定做:在定做非标刀具中,铰刀是一种更为常见的定做刀具,根据不同产品,孔深、直径、精度、粗糙度要求、工件材质来定做铰刀,会得到更好的寿命,精度、粗糙度以及稳定性。

表面粗糙度差的原因及其对策
铰削速度过大
铰削用量各要素对铰孔的表面粗糙度均有影响,其中以铰削速度影响大,如用高速钢铰刀铰孔,要获得较好的粗糙度Ra0.63µ;m,对中碳钢工件来说,铰削速度不应超过5m/min,因为此时不易产生积屑瘤,且速度也不高;而铰削铸铁时,因切屑断为粒状,不会形成积屑瘤,故速度可以****到8~10m /min。如果采用硬质合金铰刀,铰削速度可****到90~130m/min,但应修整铰刀的某些角度,以避免出现打刀现象。
铰削余量不适当,进给量过大
一般铰削余量为0.1~0.25mm,对于较大直径的孔,余量不能大于0.3mm,否则表面粗糙度很差。故余量过大时可采取粗铰和精铰分开,以保证技术要求。余量过小,不能正常切削也会使表面粗糙度差。
铰孔的粗糙度Ra值随进给量的增加而*,但进给量过小时,会导致径向摩擦力的*,引起铰刀颤动,使孔的表面变粗糙。所以,如用标准高速钢铰刀加工钢件,要得到表面粗糙度Ra0.63µ;m,则进给量不能超过0.5mm/r,对于铸铁件,可增加至0.85mm/r。
铰刀刀刃不锋利,刃带粗糙
一般标准铰刀均未经研磨,影响铰孔的表面粗糙度,因此必须对新铰刀进行研磨。研磨时要注意铰刀的切削部分与校准部分的交界处,因为内孔****后在这里成形,刀具的粗糙度也在该处被反映到铰孔的内壁。所以研磨铰刀时,应特别注意用油石将该处轻轻地仔细研磨、抛光,使切削部分与校准部分的交接处圆滑过渡。经研磨的铰刀,切削刃后刀面刃带粗糙度得到****,切削部分与校准部分交界处的粗糙度也得到****,实际上是****了铰刀本身的粗糙度,故有利于****铰孔的表面粗糙度。
铰孔时未使用润滑液或使用不当的润滑液
铰孔时未用润滑液,则铰刀工作部分的后刀面与孔壁会发生干摩擦,使孔的表面粗糙度差。同样,使用不适当的润滑液,不但不能****摩擦情况,反而会使摩擦加剧,影响表面粗糙度。
用高速钢铰刀铰削碳素钢时,可用10%~15%的乳化液或硫化油,都能得到较好的表面粗糙度。铰削铸铁时,一般不用润滑液。
铰刀反转退出时会使表面粗糙度变差
铰刀反转退出时,因切削挤压铰刀,而划伤孔壁,故铰完后,应把铰刀从孔内沿进给方向拉出孔外,对柄部直径大于工件部分的铰刀,应保持与切削时相同转向退出。

铰刀的种类
铰刀结构大部分由工作部分及柄部组成。工作部分主要起切削和校准功能,校准处直径有倒锥度。而柄部则用于被夹具夹持,有直柄和锥柄之分。
按不同的用途铰刀可分许多种,因此关于铰刀的标准也比较多,我们较常用的一些标准有GB/T1131手用铰刀,GB/T1132直柄机用铰刀,GB/T1139直柄莫氏圆锥铰刀等等。铰刀按使用方式分为手用铰刀和机用铰刀;按铰孔形状分为圆柱铰刀和圆锥铰刀,(标准锥铰刀有1:50锥度销子铰刀和莫氏锥度铰刀两种类型).铰刀的容屑槽方向,有直槽和螺旋槽.常用的材质为高速钢.硬质合金镶片.
手用铰刀一般材质为合金工具钢(9SiCr),机用铰刀材料为高速钢(HSS),机用铰刀分为直柄机用铰刀和锥柄机用铰刀
铰刀精度有D4,H7,H8,H9等精度等级。
按铰孔的形状分圆柱形、圆锥形和阶梯形3种;
安装夹方法分带柄式和套装式两种;
按齿槽的形状分直槽和螺旋槽两种;