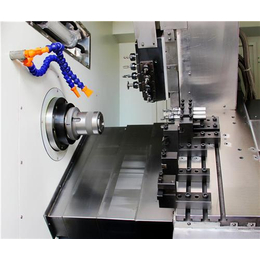
CNC车床_平床CNC车床_凯恩利机械,效率快(多图)
第一枪帮您来“拼单”,更多低价等你来!CNC车床_平床CNC车床_凯恩利机械,效率快(多图)

- 名称中山市凯恩利机械设备有限公司 【公司网站】
- 所在地中国
- 联系人 潘杨辉
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2016-09-29 14:16 至 长期有效
CNC车床_平床CNC车床_凯恩利机械,效率快(多图)产品详情
<*n style='font-size:18px;'>问题:轴的加工工艺
1.零件图样分析;
2.确定毛坯;
3.确定主要表面的加工方法;
4.确定*基准;
5.划分阶段;
6.热处理工序安排;
7.加工尺寸和切削用量;
8.拟定工艺过程;
9.传动轴机械加工
传动轴的工艺路线如下:
下料→车两端面,钻中心孔→粗车各外圆→调质→修研中心孔→半精车各外圆,车槽,倒角→车螺纹→划键槽加工线→铣键槽→修研中心孔→磨削→检验。
主轴转数级数 级无 10、主轴中心高 mm 50 11、主轴转数范围 r.p.m 45-4000(设计时:理论6000-8000)12、
主轴通孔直径 ㎜ Φ56
※※ 电机 13、主电机功率 kw 4.4/5.5(可选) 14、进给电机 kw 1.3/1.5(可选)
※※ 刀具 15、 外圆方刀尺寸 ㎜ 20×20 16、内孔镗刀尺寸 ㎜
φ20 17、换刀方式 随意换刀
18、 换刀时间 S 0.2
19、换刀*精度 0.003 20、
刀架装刀量 把 4把排刀+Y轴五轴动力头 ※※ 动力头 21、 动力头电机 kw 0.75
22、 动力头转速 3000 23、 动力头夹持 ㎜ ER20/φ13 24、动力头攻牙 M M8

<*n style='font-family:NSimSun;font-size:24px;color:#E53333;'>
(六)、流体噪声(压力脉动)控制措施: (1) 安装减震软管
(2) 在管路中设置蓄能器。
(3) 在管路上安装****或串联滤声器 。因体积大、费用高而应用较少。
二、液压冲击
(一)液流换向时产生的冲击
排除方法:改进换向阀阀芯进回油控制边的结构。 (二)节流缓冲装置失灵引起的液压冲击 (1) 液压缸端部缓冲。 (2) 节流缓冲装置
排除方法:将换向阀上的节流阀调节手轮顺时针旋进,适当增加缓冲阻尼,如不起作用检查单向阀是否内泄。 (3)
电磁换向阀动作快,容易产生换向液压冲击。 (4) 立式液压缸两端没有缓冲装置。在液压系统中设置背压阀或在设备上设置平衡锤。 (5)
在液压缸两端均设有缓冲装置,使液压缸运动到末端时能平滑停止,但当活塞中途停止或反向运动时产生冲击。
排除方法:在液压缸进出油口处设置反
应快、灵敏度高的小型溢流阀或顺序阀,以消除冲击。此溢流阀压力的调定值应比系统压力高5-10%,以保证系统工作。 (6)
安装蓄能器来消除液压冲击,蓄能器应尽可能近的安装在发生冲击的地方。 (7)
尽可能的缩短管路长度,减少管路弯曲,在适当地部位接入软管,对减小冲击和振动也有良好的效果。 (8)
压力阀调整不当,或发生故障:油温过高,泄漏增加,节流和阻尼减弱:系统中混入大量空气等,都易发生冲击。 三、 气穴和气蚀
<*n style='font-size:18px;color:#E56600;'>车铣复合加工中心<*n style='font-size:18px;color:#E56600;'>优势
(3)减少占地面积,降低生产成本。紧凑美观的外形设计,****了空间利用方式,维护修理更方便让客户得到的满意;虽然车铣复合加工设备的单台价格比较高,但由于制造工艺链的缩短和产品所需设备的减少,以及工装夹具数量、车间占地面积和设备维护费用的减少,能够有效降低总体固定资产的****、生产运作和管
理的成本。
CKX6146D—Y(刀塔带Y轴车铣复合机∠45斜床身高配置表 主要材料清单1、主轴电机 中国3.7KW/5.5KW(日本安川4.4KW)伺服电机
2、主轴轴承 日本原装NSK或德国FAG精密级轴承—(根据产品加工要求,可选配)
3、数控系统 北京KND、台湾宝元、新代(注:可选日本三菱或发那科)
4、伺服系统(驱动器+电机) 日本安川1.3KW/迈信1.5KW
5、 X、Z轴滚珠丝杆 台湾银泰或上银P3级重负荷滚珠丝杆(φ32)
6、 X、Z轴直线导轨 台湾银泰或上银P级重负荷直线导轨
7、 X、Z轴轴承 日本原装NSK或德国FAG精密级轴承—(根据产品加工要求,可选配)
8、刀架形式 台湾佳速八工位刀塔+2位动力头(佳速、六鑫、新鑫--可选)
9、 液压回转油缸 台湾回转油缸
10、 液压站 台湾变量油泵、液压电机、液压电磁阀+风冷系统
11、 电脑润滑系统 河谷