鑫乾精密(图)-天津铝压铸厂-天津铝压铸
第一枪帮您来“拼单”,更多低价等你来!鑫乾精密(图)-天津铝压铸厂-天津铝压铸

- 名称天津鑫乾精密机械科技有限公司 【公司网站】
- 所在地中国
- 联系人 曹总
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2022-04-10 10:05 至 长期有效
鑫乾精密(图)-天津铝压铸厂-天津铝压铸产品详情
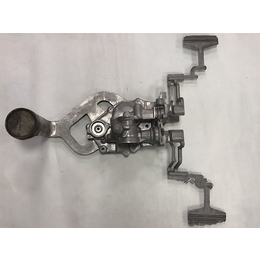
压铸模外形和安装部位的技术要求: 1)各模板的边缘均应倒角C2,安装面应光滑平整,天津铝压铸厂,不应有突出的螺钉头、销钉、毛刺和的痕迹。 2)在模具非工作表面上醒目的地方打上明显的标记,包括以下的内容:产品代号、模具编号、制造日期、和模具制造厂家名称或代号。3)在定、动模上分别设有吊装螺钉,质量较大的零件(≥25kg)也应设置起吊螺钉。4)模具安装部位的有关尺寸应符合所选用压铸机的相关对应尺寸,且装拆方便,压室的安装孔径和深度**严格检查。5)分型面上除导套孔、斜销孔外,所有模具制造过程中的工艺孔、螺钉孔多应堵塞,并且与分型面平齐。 总体装配精度的技术要求:1)模具分型面对定、动模板安装平面的平行度,2)导柱、导套对定、动模座板安装面的垂直度.3)在分型面上,定模、动模镶块平面应分别与定模、动模模板齐平,可允许略高,但控制在0.05~0.10mm范围内。4)推杆、复位杆应分别与型面平齐,推杆允许突出型面,但不大干0.1mm。复位杆允许低于分型面,但不大于0.05mm。5)模具所有活动部件,应保证位置准确,动作可靠,不得有卡滞和歪斜的现象,天津铝压铸公司,要求固定的零件不得相对窜动。6)浇道的转接处应光滑连接,天津铝压铸厂家,镶拼处应紧密,未注脱模斜度不小于5o,表面粗糙度aR不大于0.4μm。7)滑块运动应平稳,合模后滑块与楔紧块应压紧,接触面积不小于3/4,开模后定位准确可靠。8)合模后分型面应紧密贴合,局部间隙不大于0.05mm(排气槽除外)。9)冷却水路应畅通,不应有渗漏现象,进水口和出水口应有明显标记。10)所有成形表面积糙度aR不大于0.4μm,所有表面不允许有、擦伤和微裂纹。






压铸模具补缩的两种途径要实现自然的补缩
压铸模具补缩的两种途径要实现自然的补缩,我们的铸造工艺系统中,就要有能实现“顺序凝固”的工艺措施。很多人直觉地以为,采用低压铸造方法就能解决铸件的缩孔缩松缺陷,但事实并不是这么回事。运用低压铸造工艺,并不等于就能解决铸件的缩孔缩松缺陷,如果低压铸造工艺系统没有设有补缩的工艺措施,那么,这种低压铸造手段生产出来的毛坯,也是可能存在缩孔缩松缺陷的。 由于压铸工艺本身的特点,要设立自然的“顺序凝固”的工艺措施是比较困难的,也是比较复杂的。*根本的原因还可能是,“顺序凝固”的工艺措施,总要求铸件有比较长的凝固时间,这一点,与压铸工艺本身有点矛盾。强制凝固补缩的**特点是凝固时间短,一般只及“顺序凝固”的四分之一或更短,所以,在压铸工艺系统的基础上,增设强制的补缩工艺措施,是与压铸工艺特点相适应的,天津铝压铸,能很好解决压铸件的缩孔缩松问题。

压铸模具热处理方法:
淬火设备为高压高流坦率空气淬炉。
(1)淬火前:选用热平衡法,进步模具加热和冷却的全体一致性。对但凡影响到这一点的薄壁孔、沟槽、型腔等,都要进行填充、封堵,尽量做到模具能均衡加热和冷却;还,注重装炉方法,避免压铸模在高温时因自重而惹起的变形。
(2)模具的加热:在加热过程中要缓慢加热(用200℃/h升温),并选用两级预热方法,避免疾速升温形成模具内、外温差过大,惹起过大的热应力,还减小相变应力。
(3)淬火冷却:选用预冷方法,并经过调*压与风速,有用的操控冷却速度,使之大*限地实现理想冷却。即:预冷到850℃后,*冷却速度,疾速经过 “C”曲线鼻部,模温在500℃以下则逐步下降冷却速度,到Ms点以下则选用近似等温转变的冷却方法,以大*限地削减淬火变形。模具冷却到约150℃ 时,封闭冷却风机,让模具天然冷却。
(4)淬火温度与保温工夫:要选用下限淬火加热温度,均热工夫不宜过短或过长,普通由壁厚和硬度来断定均热工夫。

鑫乾精密(图)-天津铝压铸厂-天津铝压铸由天津鑫乾精密机械科技有限公司提供。“压铸模具,铝压铸模具,金属制品加工”选择天津鑫乾精密机械科技有限公司,公司位于:天津市北辰区王朝南道1号,多年来,鑫乾坚持为客户提供好的服务,联系人:曹总。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。鑫乾期待成为您的长期合作伙伴!