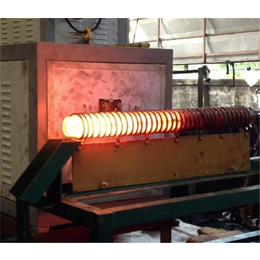
延安新型机床导轨淬火设备发货
第一枪帮您来“拼单”,更多低价等你来!延安新型机床导轨淬火设备发货

- 名称郑州领诚电子技术有限公司 【公司网站】
- 所在地中国
- 联系人 李经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2022-01-26 01:54 至 长期有效
延安新型机床导轨淬火设备发货产品详情










加热淬火附属装置和测温仪器
要采用无铁芯高感应器对轧辊加热淬火必 须要有相应的附属装置,包括1)调压稳压装置以确保电压功率的调整和电压的稳定。2)保证有足够大水量的喷水淬火系统和低水压,大水量的喷水器。另外,与所有感应加热一样,轧辊在感应加热淬火中应有准确的测温仪器,光学高温计测温误差太大。
5、冷处理
要获高硬、超深的轧辊,经无铁芯高感应器加热淬大后必 须进行冷处理,要有能进行-120℃冷处理,以调整轧辊因淬火后的残余奥氏体量,确保轧辊有高硬、较深的淬火硬化层和应力状态。

淬火时冷却不当而造成的淬裂淬火时由于冷却不当
淬火时冷却不当而造成的淬裂淬火时由于冷却不当,也会使零件发生淬裂事故。例如45号钢在淬火时有形成淬火裂纹的倾向。尤其当碳含量处于上限以及零件直径在7~8MM时易发生开裂。故淬火时选择合适的冷却介质* 其重要。另外,一些零件的结构较复杂,截面尺寸变化又较大,如果冷却剂选择不当,壁薄部位容易造成应力集中而导致淬裂。
6、机械加工缺陷导致的淬裂由于机械加工不良,在零件表面留下了深而粗的刀痕,在淬火冷却时,造成该处应力集中而导致裂纹。
7、零件外形对淬火裂纹的影响零件几何形状不合理或截面过渡区厚薄相差较大,在淬火时均易因应力集中而产生裂纹,另外,若零件的锻造流线分布不良,亦可能在淬火时造成淬裂缺陷。
8、不及时回火导致的开裂淬火后如不能及时回火,以致组织应力未能及时消除,将可能因淬火残余应力过大而导致裂纹的产生。特别是对于尺寸较大的工件,淬火后虽然表面已冷到室温,但心部尚未冷透,心部奥氏体组织仍在向马氏体转变,应力在不断增加,也就是说,淬火过程还在零件内部继续进行,以致在室温放置一段时间后,零件才发生开裂。

高频感应加热电源对球墨铸铁进行淬火和回火热处理
铸铁是一种以铁、碳、硅为基础的复杂的多元合金,其含碳量(质量分数)一般在2%-4%,除碳、硅之外,铸铁中还存在锰、磷、硫等元素。铸铁的种类有很多,我们比较常见的是球墨铸铁。为了满足工作的需要,球墨铸铁常采用高频感应加热电源进行淬火、回火、正火、退火等热处理。今天,我们就一起看看球墨铸铁的淬火、回火工艺。
1.淬火:球墨铸铁经高频感应加热电源淬火后可获得更高的*性及良好的综合力学性能,淬火温度选择在Ac1上限 (30-50℃)比较适宜,一般为860-900℃,新型机床导轨淬火设备,然后冷却,在保证能完全奥氏体化的前提下,尽量采用较低的温度,以便获得碳含量较低的细小针状马氏体及较好的综合力学性能,过高的奥氏体化温度使淬火后的马氏体针变粗,并增加残留奥氏体量,甚至出现二次网状渗碳体,使力学性能大幅度降低。当存在过量自由渗碳体时,可行高温石墨化,然后降温至淬火温度保温后淬火。
2.回火:球墨铸铁回火时的组织转变过程与钢相似,低温回火(140-250℃)后具有高的硬度和*性,常用于高压液压泵心套及阀座等*性要求高的零件。中温回火(350-400℃)较少采用;高频感应加热电源淬火后采用高温回火(500-600℃)即调质工艺在上应用广泛,可获得较高的综合力学性能。
淬火和回火是工件热处理中比较常见的两种热处理工艺,对工件的质量有着很大的影响。因此,我们在进行这两种工艺时,一定要认真,仔细,以确保工件的热处理质量。

延安新型机床导轨淬火设备发货由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司实力不俗,信誉可靠,在河南 郑州 的电热设备等行业积累了大批忠诚的客户。领诚电子带着精益求精的工作态度和不断的完善*理念和您携手步入*,共创美好未来!同时本公司还是从事钢筋在线退火设备,铜棒料在线退火设备,钢棒在线退火设备的厂家,欢迎来电咨询。