宜昌齿轮轴淬火设备原理
第一枪帮您来“拼单”,更多低价等你来!宜昌齿轮轴淬火设备原理

- 名称郑州领诚电子技术有限公司 【公司网站】
- 所在地中国
- 联系人 李经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-10-05 01:23 至 长期有效
宜昌齿轮轴淬火设备原理产品详情







低淬钢齿轮感应加热淬火
利用钢材的低淬透性 ,将感应加热透的齿轮用激烈的冷却水进行淬火 ,得到沿齿轮廓的淬硬层及略提高硬度的齿心部。低淬透性钢齿轮感应淬火样品这种工艺有如下优点 :( 1 )对感应加热电源要求不高 (常用 8kHz、1 0 0kW) ,即不需要特殊的频率及高的功率密度 ,设备投资费用少。( 2 )低淬透性钢成本低 ,其价格与中碳结构钢相似。( 3)轮齿表面有很高的残余压应力 ,齿心部由于热透 ,硬度略有提高 ,因此轮齿的*弯性强度得到提高 ,综合力学性能好。
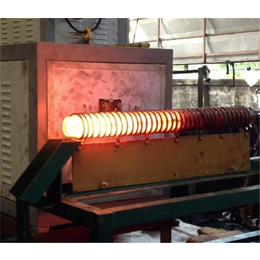
齿轮双频淬火
齿轮双频淬火机理齿轮双频淬火的机理是先用较低频率进行齿轮预热 。早期的齿轮双频淬火是在两个感应器中进行的 ,齿轮轴淬火设备原理,即先在中频感应器进行预热 ,然后在高频感应器中进行终加热。现代化的双频齿轮感应淬火现代化的双频齿轮加热已经改进在一个感应器内进行。

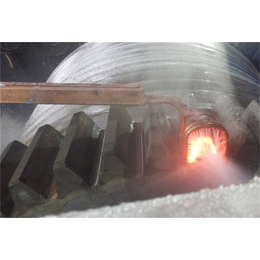
大型托轮轴感应淬火的工艺分析
大型托轮轴的材料为40Cr钢,重量约900-1200kg,两端表面淬火硬度为HRC通40~45,淬硬层深度>0.4mm.在通常情况下,高频感应加热表面淬火时,一次可以加热的零件表面,是由高频变压器、感应器的效率、设备的输出功率及零件加热所需的单位功率决定。轴类零件的外表面加热淬火,当加热设备一定时,所能加热的直径与感应器有效圈的高度有关。轴外表面连续加热时,在瞬时加热面积一定的情况下,加热带的宽度和所能加热的轴的直径成反比,加热带的宽度是由感应有效圈的高度决定的。由于托轮轴重量和尺寸较大,超过了一般淬火机床的适应范围,为此,将托轮轴的一端用卧式淬火机床的卡盘卡紧,中部置于新制作的托车的支承轮上,为了避免划伤轴的表面,支承轮用黄铜制作。淬火时,支承轮可以随工件转动。托车可以固定于支架的轨道上滚动,当托轮轴放于托车的支承轮上时,支承轮受很大的重力,因此,轴与支承轮之间也会产生较大的摩擦力。
托轮轴的感应加热表面淬火表明,适当减小通常沿用的淬火感应圈有效圈的高度,可以*轴类淬火的直径,再对淬火机床稍作改装,就可以在一定范围内解决大型轴类的表面淬火问题了。

双频法齿轮感应淬火的历史发展
在常规齿轮生产中,齿轮机加工后进行热处理硬化的工艺有许多种,但都为达到相同的目的, 即形成一定的显微组织从而获得适宜的性能。
但是,淬火处理常常使齿轮变形,导致齿轮质量下降。双频感应淬火处理为解决此问题应运而生。与两种局部淬火工艺齿轮单齿感应淬火和局部渗碳工艺相比,双频感应淬火费用降低,精度提高(使变形降至)。
局部渗碳在齿轮硬化方法中应用得为广泛。这一工艺包括在不需渗碳的表面镀上某种材料, 防止在渗碳过程中活性碳原子渗入,的方法是镀铜,除轮齿外,其它表面都镀上铜,然后渗碳,渗碳后把铜镀层去掉,进行机加工,后将所有表面又重新镀上铜,装入淬火炉中加热淬火。

宜昌齿轮轴淬火设备原理由郑州领诚电子技术有限公司提供。行路致远,砥砺前行。郑州领诚电子技术有限公司致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为电热设备具有竞争力的企业,与您一起飞跃,共同成功!同时本公司还是从事钢筋在线退火设备,铜棒料在线退火设备,钢棒在线退火设备的厂家,欢迎来电咨询。