领诚公司(多图)-泰安大齿轮淬火设备的用途
第一枪帮您来“拼单”,更多低价等你来!领诚公司(多图)-泰安大齿轮淬火设备的用途

- 名称郑州领诚电子技术有限公司 【公司网站】
- 所在地中国
- 联系人 李经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-09-26 01:15 至 长期有效
领诚公司(多图)-泰安大齿轮淬火设备的用途产品详情







齿轮链轮淬火设备在选型时容易走进的三个误区
市面上齿轮链轮淬火设备分很多种,不是很熟门熟路的消费者在选择的时候往往会走进误区。消费者在选择齿轮链轮淬火设备的时候容易出现的三点错误。
误区一:只看功率,不看频率在标准件、紧固件等透热时,当加热工件直径大于80mm时,就应选择中频设备,此时仍用高频机会造成工件外面“烧流”而里面“黑心”(俗称“烧不透”),不仅设备效率大打折扣,还会降低模具寿命甚至造成模具损坏,无形中成本,却不知原因。
误区二:只看输出,不看输入忽略了设备效率及耗电因素,等购回设备后才发现是“电老虎”,造成买得起,用不起的尴尬局面。例如同样是80机,但一个输入功率是80kw,但设备工作效率差别很大,尽管也能完成加热要求,但耗电量之大让永和叫苦不跌。输出80lw的设备输入功率竟高达120kVA。
误区三:只看型号、不看功率例如将设备单项输入电流120A和输入功率120KVA混为一谈,统称120机,致使买回后才发现*的功率才80KVA,明着占了便宜,实则暗里吃了亏。
就像有些产品生产需要配套模具一样,齿轮、链轮的淬火也需要配套型号的淬火设备,选对了淬火设备,效率大大提高,事半功倍,选错了淬火设备,生产效率不仅低,淬火效果还不好,事倍功半是一定的事情。

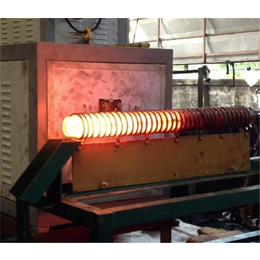
汽车轮毂轴分段感应淬火与整体感应淬火的工艺的区别
分段感应淬火和整体感应淬火在汽车轮毂轴上应用的进行对比。
1.分段感应淬火工艺
目前生产厂家大部分都设计采用复杂台阶的轮毂轴管结构,由于轮毂轴管特殊结构,目前感应淬火强化多采用分段多次进行。淬火强化区域包括两段外圆柱面及三个过度圆角,淬火区域比较复杂。分段感应淬火技术有以下缺点:
(1)轮毂轴管有两段不连续的淬火区,分两道工序淬火,所需感应器品种多;
(2)淬火变形超差造成废品率较高,且分段淬火生产节拍慢、成本高、工人劳动强度大;
(3)分段感应淬火形成的中间淬火软带降低了轮毂轴管的强度,由于淬火硬化区和软带硬度相差大,大齿轮淬火设备的用途,进入磨削工序软带部位粗糙度偏低,影响磨削质量;
(4)分段感应淬火技术中圆角靠圆角的热传导带起来,台阶尖角部位存在明显的过热问题;
(5)分段感应淬火使零件储热少,自回火开裂风险*。对于以上分段感应淬火技术所带来的缺点,其中淬火变形问题可以采取加大磨削余量的办法解决,但会增加部分磨削加工的成本;其他缺点在使用分段淬火技术时是无法解决办法的,如需这些问题,需进一步优化感应热处理工艺。

齿轮双频淬火
1. 齿轮双频淬火机理
齿轮双频淬火的机理是先用较低频率进行齿轮预热,然后在进行高频加热。
2. 双频齿轮淬火法
齿轮双频淬火可由两种方法实现,即同时加热法:一次加热齿轮全部加热表面;扫描加热法:齿轮依次通过中频预热及高频加热感应器。扫描淬火法所需电源功率比同时加热法要小。
双频齿轮感应淬火工艺适用于大批量齿轮生产,能取代渗碳齿轮方式。

泰安大齿轮淬火设备的用途-领诚公司由郑州领诚电子技术有限公司提供。“淬火生产线,调质生产线,感应加热设备,中频透热炉”选择郑州领诚电子技术有限公司,公司位于:河南省郑州市高新区玉兰街16号,多年来,领诚电子坚持为客户提供好的服务,联系人:李经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。领诚电子期待成为您的长期合作伙伴!同时本公司还是从事工业机器人,自动焊接机器人,搬运机器人的厂家,欢迎来电咨询。