五金模具-鑫和盛模具制造厂家-五金模具制造
第一枪帮您来“拼单”,更多低价等你来!五金模具-鑫和盛模具制造厂家-五金模具制造

- 名称南昌鑫和盛精密模具有限公司 【公司网站】
- 所在地中国
- 联系人 梁经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-04-23 12:22 至 长期有效
五金模具-鑫和盛模具制造厂家-五金模具制造产品详情
冲压模具加工工艺大全
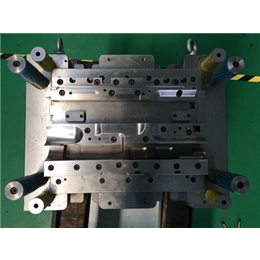
冲压模具--在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。
冲压模具的形式很多,一般可按以下几个主要特征分类:
1.根据工艺性质分类
(1)冲裁模 沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
(2)弯曲模 使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。
(3)拉深模 是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。
(4)成形模 是将毛坯或半成品工件按图凸、凹模的形状直接成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、模等。



炊具模具定制可量尺定做
模具厂是一家*自主设计制造五金模具,炊具模具,冲压模具,拉伸模具的大型模具制造商。在模具的制作方面,品质有保障,服务有保障,炊具模具的定制可以量尺定做,欢迎来电选购!
模具对产品结构要求很严格。众所周知,产品对光的折射效果越敏感,表面稍有缺陷很快就会被发现,因此,如何解决缩水问题是产品制作中的首要问题。据经验统计,一般的产品筋位厚度不超过主体胶位厚度的0.6倍便不会缩水,或者说缩水较小不易被发现,可忽略不计。但对的产品而言,这样的要求是远远不够的,五金模具冲压,还需将炊具模具筋位的厚度减小到不超过主体胶位厚度的0.4倍,对于螺丝柱位,还必须做特殊处理。



冲压不良品五大问题点
在冲压过程中经常会发生各种不良现象,为了进一步提高产品质量和生产效率、生产现场应及时采取*措施,针对各种问题现对冲压不良品作以下分析。
1、毛刺:是指冲压切口面高出材料部分,它是沿冲压方向发生的,但不排除挤压之毛 刺,一般冲压之毛刺可以管制在0.1MM以内,毛刺产生是冲压之正常现象,
主要发生原因:
a. 模具刀口磨损,模具冲压时由于此原因而不能一次性将材料切断,五金模具制造,而带有拉伸的工艺,金属本身就有*拉延率存在,材料被拉延才导致毛刺产生.
b. 公母模间隙配合过大,五金模具,冲压时材料还有一定空间,公冲不能一次性将材料冲断,材料被拉延产生毛刺.
c. 公母模间隙配合不合理,公模与母模刀口偏位,五金模具加工厂,在冲压时一边间隙过大产生毛刺,另一边磨损刀口.
d. 材料材质过软,冲压时公母模间隙不能克服材料拉延率产生毛刺.
e. 产品定位不当被挤压出毛刺.
2、压伤:是由于模具内有*或模具废屑跳出被压在产品上.主要原因:
a. 模具落料孔过大,冲压时冲头与废料之间在眞空的受力下拉出落料孔, 跳到模具上,产品再冲压时导致压伤.

五金模具-鑫和盛模具制造厂家-五金模具制造由南昌鑫和盛精密模具有限公司提供。“江西五金模具设计与制造,五金冲压产品代加工,精密零配件加工”选择南昌鑫和盛精密模具有限公司,公司位于:江西省南昌市昌北经济技术开发区麦园路金太阳对面57号,多年来,鑫和盛模具坚持为客户提供好的服务,联系人:梁经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。鑫和盛模具期待成为您的长期合作伙伴!