云浮齿轮制造夹具-湖北联纵科技公司 -齿轮制造夹具批发
第一枪帮您来“拼单”,更多低价等你来!云浮齿轮制造夹具-湖北联纵科技公司 -齿轮制造夹具批发

- 名称湖北联纵科技股份有限公司 【公司网站】
- 所在地中国
- 联系人 雷浩
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-09-15 10:04 至 长期有效
云浮齿轮制造夹具-湖北联纵科技公司 -齿轮制造夹具批发产品详情






自动化夹具
湖北联纵科技股份有限公司主营:1、机械加工设备夹具的设计、制造、安装调试。2.加工和装配生产线的工艺改造。3.非标设备的研发和制造。4.进口夹辅具的国产化。

为适应自动化机械加工,其相应的夹具也正加快自动化进程,在自动化的流水线加工过程中,自动化夹具可根据加工的需要实现自动更换,整个过程不需人工介入,因此更换的速度较快,在对自动化夹具使用的过程中,要注意设计好夹具输送、更换的工艺,使预更换的夹具能够准确输送到预定部位,并用气动、电动或者液压等作为动力实现快速更换,另外,由于自动化的高速切削会带来大量的切屑,齿轮制造夹具制造商,因此必须同时在夹具上设计自动清屑装置,避免影响切削工作,同时要做好夹具以及夹具与机床接触部位的润滑工作,防止在加工过程中磨损过大,齿轮制造夹具生产厂家,而由于流水线式的加工过程一般持续性较强,因此这些工作都需要预先设定好程序,使之可以在无人操作的情况下完成。
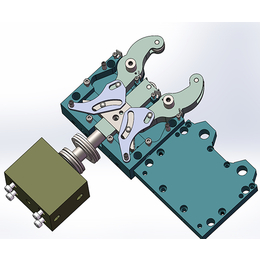
夹具操作步骤
湖北联纵科技股份有限公司主营:1、机械加工设备夹具的设计、制造、安装调试。2.加工和装配生产线的工艺改造。3.非标设备的研发和制造。4.进口夹辅具的国产化。
(1)将序4发动机衬管两件按照“撑杆焊接组合”图装配到序1撑杆上,并将其放置于夹具体上,由挡销、挡板将序1撑杆定位,由螺旋夹紧器夹紧序1撑杆;同时由插销将序4发动机衬管两件定位,由快撤式螺旋夹紧器件将其夹紧;
(2)点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接;
(3)将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧;
(4)对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开所有螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。
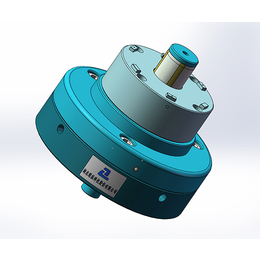
中心架在加工时有哪些地方是需要注意的?
湖北联纵科技股份有限公司主营:1、机械加工设备夹具的设计、制造、安装调试。2.加工和装配生产线的工艺改造。3.非标设备的研发和制造。4.进口夹辅具的国产化。
中心架在加工中径向支承旋转工件的辅助装置。加工时,与工件无相对轴向移动。中心架为液压自定心和手动中心架两种,机床配置该中心架定心精度高、可靠性好、寿命长。在此对于自定心中心架简介如下:
中心架操作压力范围出厂前已调好,齿轮制造夹具批发,也可以参考说明书的数值进行调节。该压力可从机床的前面的左下方中心架压力表观察到,注意调整中心架用的减压阀压力,使夹持力合适。
中心架采用集中润滑方式润滑,有专门的润滑站提供润滑,由于为非循环方式,要及时加油。中心架的开、闭可由系统控制,也可手动控制,使用时确认面板上的按钮。
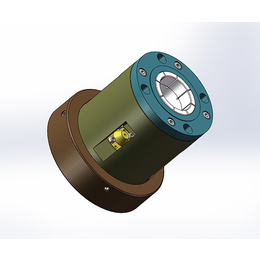
使用时要先调整中心架的位置,让中心架的滚子夹持在完整的支持面上,方法如下:
松开中心架的底座正前面的锁紧螺栓,调整中心架右端的销子位置,放入托板的空槽中,移动托板即刻,位置确定后,云浮齿轮制造夹具,退回销子,锁紧前面的螺栓。
中心架的底座导轨采用定时手动润滑方式,每班工作前要润滑一次。
云浮齿轮制造夹具-湖北联纵科技公司 -齿轮制造夹具批发由湖北联纵科技股份有限公司提供。湖北联纵科技股份有限公司是一家从事“机床夹具”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“联纵”品牌拥有良好口碑。我们坚持“服务至上,用户至上”的原则,使湖北联纵科技在机械加工中赢得了客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!