内衬不锈钢复合管厂家-众*定不锈钢复合管
第一枪帮您来“拼单”,更多低价等你来!内衬不锈钢复合管厂家-众*定不锈钢复合管

- 名称江苏众信绿色管业科技有限公司 【公司网站】
- 所在地中国
- 联系人 潘进
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-05-27 10:22 至 长期有效
内衬不锈钢复合管厂家-众*定不锈钢复合管产品详情





不锈钢复合管内结疤的控制措施
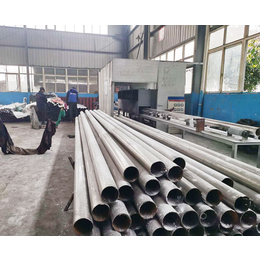
不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的*。
不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的*。
控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,保定不锈钢复合管,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。
吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。
芯棒润滑。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。
生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。
氧化物要求在芯棒预穿时处于熔融状态。除氧化物剂粉末粒度一般要求在16目左右;除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。
可以焊接
1 内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2.
5 焊接方法
推荐采用手工电弧焊;对要求较高的焊缝可以采用钨*弧焊打底,在接近碳钢部位用手工电弧焊,内衬不锈钢复合管厂家,或者全部采用钨*弧焊。采用钨*弧焊时,内衬不锈钢复合管,焊丝采用同E309相同成分的A302焊丝。
6 焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。
7 焊接程序
先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。
8 焊接要求
复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
9 焊后清理
焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。
10 焊接工艺评定
当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。
热镀锌钢管内衬不锈钢复合管为什么会在在食品、饮料、饮用水行业广泛使用?
热镀锌钢管内衬不锈钢复合管的由来:受过二次污染的自来水不能直接饮用,水管中的污染物会对*健康造成慢性伤害。国家建设部等四部委于1999年发文规定自2000年6月起禁止冷镀锌钢管用于室内给水管道,并逐步禁止使用热镀锌钢管。在现有传统的城市供水系统基础上,加强自来水二次污染的*与治理,给城市居民提供更安全、更健康的饮用水也成为当前城市供水企业必须思考和解决的现实问题。采用热镀锌钢管,双金属不锈钢复合管,以国产不锈钢管为内层,经特殊工艺复合而成,由于兼顾了内外两层管材的优点,同时也克服了它们各自的缺点,成功替代了镀锌管材,成为改善居民生活用水的优选产品。一种新型管材——热镀锌钢管内衬不锈钢复合管应运而生。

内衬不锈钢复合管厂家-众*定不锈钢复合管由江苏众信绿色管业科技有限公司提供。江苏众信绿色管业科技有限公司是从事“内衬不锈钢复合管,双金属复合管,管材,管件”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供更好的产品和服务。欢迎来电咨询!联系人:潘进。同时本公司还是从事双金属复合管,双金属复合管厂家,双金属复合管价格的厂家,欢迎来电咨询。