您是不是要采购
全位置自动焊-无锡固途焊接设备公司(图)
第一枪帮您来“拼单”,更多低价等你来!全位置自动焊-无锡固途焊接设备公司(图)

- 名称无锡固途焊接设备有限公司 【公司网站】
- 所在地中国
- 联系人 张经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-06-08 01:16 至 长期有效
热线:18800547799
来电请说明在第一枪看到,谢谢!
全位置自动焊-无锡固途焊接设备公司(图)产品详情
查看全部其他焊接设备产品>>
中、高合金钢(含铬量≥3%或合金总含量gt;5%)管子和管道焊口,为防止根层氧化或过烧,焊接时内壁应允气或混合气体保护。
7. 严禁在被焊工件表面引燃电弧、试验电流或随意焊接临时支撑物,高合金钢材料表面不得焊接对口用卡具。
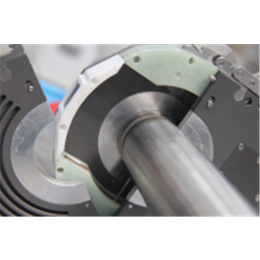
8. 管子焊接时,全位置自动焊,管内不得有穿堂内。
9. 点固焊时,除其焊接材料、焊接工艺、焊工和预热温度等应与正式施焊时机相同外,还应满足下列要求:
9.1在对口根部点固焊时,点固焊后应检查各个焊点质量,如有缺陷应立即清除,重新进行点焊。
9.2厚壁大径管若采用填加物方法点固,当去除临时点固物时,不应损伤母材,并将其列残留焊疤清除干净、打磨修整。






整个焊接过程由系统自动编程,只需输入管径、管厚即可实现自动环缝焊接;根据焊缝要求,还可以对焊缝电流大小、转速、时间等参数进行微调,保证高质量的焊接实现。采用纯气作保护气体,焊缝均匀美观。焊接过程全程水冷却,确保焊枪长时间工作。该设备采用大量进口元器件,使设备的耐久性和性能达到与进口焊接设备相同的焊接水平。高使我们的焊机得到了国内外客户的高度认可。


焊件在组装前应将焊口表面及附近母材内、外壁的油、漆、垢、锈等清理干净,直到发出金属光泽。清理范围规定如下:
(1)手工电弧焊对接焊口,每侧各为10~15mm
(2)埋弧焊接焊口:每侧各为20mm。
(3)角接接头焊口:焊角K值为 10mm
6.对接管口端面应与管子中心线垂直。其偏斜度△f不得超过以下规定:
(1)当φ≤60mm, △f≤0.5mm
(2)当60<φ≤159mm, △f≤1mm
(3)当159<φ≤219mm, △f≤1.5mm
(4)当φ>219mm, △f≤2mm

全位置自动焊-无锡固途焊接设备公司(图)由无锡固途焊接设备有限公司提供。无锡固途焊接设备有限公司实力不俗,信誉可靠,在江苏 无锡 的行业*设备等行业积累了大批忠诚的客户。无锡固途焊接设备带着精益求精的工作态度和不断的完善*理念和您携手步入*,共创美好未来!

以上内容为全位置自动焊-无锡固途焊接设备公司(图),本产品由无锡固途焊接设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品


江湖通产品
查看全部其他焊接设备产品>>
