矿用*碎机数控键槽机床-铭程精机(推荐商家)
第一枪帮您来“拼单”,更多低价等你来!矿用*碎机数控键槽机床-铭程精机(推荐商家)

- 名称湖北铭程精密机械有限责任公司 【公司网站】
- 所在地中国
- 联系人 寿雅纯
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-12-28 00:36 至 长期有效
矿用*碎机数控键槽机床-铭程精机(推荐商家)产品详情






使用简单的老虎钳,文件也是粗糙的文件。大师的额头上仍然有神秘的倒影(热吗?),根据掉出来的零件图,应该不可能单纯依靠手工加工来达到所谓的3u精度。无论主人感觉多好,老虎钳夹紧的夹紧面都很差,波动和抖动都很严重。此外,现场没有温控手段,表面质量也很差。如果你制造这架战斗机,它是*的。
因此,我大胆假设所谓的3u是否加工到一定程度,然后大师使用锉刀和抛光带进行一些后续的加工修正。例如,它被处理到30±0.01,然后沿着这个平面手动向下抛一点点到30±0.003以下。其他形状和位置要求可能稍宽一点,然后通过测量筛选合格的产品。所以所谓的手册可以达到这种精度,我认为其中有一些宣传手法。

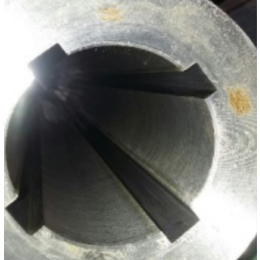
矩形花键的基本参数包括小直径、大直径、键宽和键号。*/T1144-2001对其基本尺寸系列和键槽截面尺寸作了相关规定。
*标准规定矩形花键的表达方法为NxdxDxB,意思是:键齿数x小直径x大直径x键齿宽。
矩形花键的标记示例:矩形花键的标记依次由键号N、小直径D、大直径D、键宽B和花键公差代码组成。
花键N=6,d=23H7/f7,D=26H10/a11,B=6H11/d10,标记如下:
花键副:6x 23 H7/f7x 26 h10/a11 x 6 h11/d10gb/t 1144-2001
内花键:6x23 H7 x26H10 x6H11 GB/T1144-2001
外花键:6x23 f7x26a11x6d10*/T1144-2001
在实际生产中,矩形花键也可以与以外径为中心、以侧面为中心的矩形花键连接。
采用外径定心时,内外花键加工相对简单,孔可以拉刀,矿用*碎机数控键槽机床,但硬度较高时拉刀不能拔出,一般只在硬度小于40HRC时使用。当内花键对中表面质量要求较高(ra <0.63μ m)时,矿用*碎机数控键槽机床订制,拉削工艺也难以保证。在单件、小批量生产和大规格花键的情况下,由于加工方法不经济,内花键也很难采用拉削工艺。
横向对中适用于对中要求低的重载连接,因为载荷分布均匀,矿用*碎机数控键槽机床地址,承载能力高。

3u的精度很难。在实际制造中,根据我的经验,4-8u的制造精度主要是设备的稳定性,而低于4u的制造必须辅以温度补偿。3u不仅难以制造,而且难以测量。我所有的供应商都走进了没有温湿度机的计量室。我转过头,矿用*碎机数控键槽机床厂家,走开了。评审会议是在总经理面前说你的计量室不值得一看。4u-8u需要有效的温度控制测量,一般为20 /-2度,小于4u需要恒温室内测量,需要20 /-1度。对于4-8u加工,主要使用该设备。对于小于4u的尺寸、形状和位置公差要求,在加工过程中必须提供非接触式温度测量和自动加工余量补偿。那么从制造困难的角度来看,除了稳定性之外,在定位和其他加工补偿方面还有很大一部分困难。
矿用*碎机数控键槽机床-铭程精机(推荐商家)由湖北铭程精密机械有限责任公司提供。湖北铭程精密机械有限责任公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!