江门锯片铣刀-非标可定制*-锯片铣刀技巧
第一枪帮您来“拼单”,更多低价等你来!江门锯片铣刀-非标可定制*-锯片铣刀技巧

- 名称深圳市恒锋数控刀具有限公司 【公司网站】
- 所在地中国
- 联系人 张中梅
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-01-25 10:22 至 长期有效
江门锯片铣刀-非标可定制*-锯片铣刀技巧产品详情








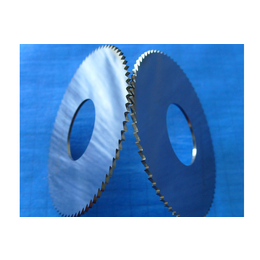
硬质合金圆锯片铣刀是既是锯片也是铣刀,是同属于两者的产物。
硬质合金圆锯片铣刀大多是由高速钢,硬质合金等材料制作。虽然硬质合金比高速钢的硬度高,切削力强,可提高转速和进给率,提高生产率。但是让刀不明显,整套锯片铣刀,虽然能加工不锈钢/钛合金等难加工材料,但是成本更高,而且在切削力快速交变的情况下硬质合金圆锯片铣刀容易断刀。
硬质合金圆锯片铣刀用途:主要用于铁,铝,铜等中硬以下金属材料窄而深的槽加工或切断。也可用于塑料、木材等非金属的铣削加工。超硬材料锯片铣刀,硬质合金圆锯片铣刀主要用于难切削材料(耐热钢,不锈钢等高强度钢)的铣削加工。

为什么恒锋数控的硬质合金圆锯片铣刀可以降低15%以上 ?
1. 采用全数控化生产,锯片铣刀技巧,整个生产车间几乎没有手工作业;
2. 选用国内硬质合金锯片配料进行生产;
3. 可以重复研磨(修磨),每次修磨尺寸减小0.5mm以内,降低成本;
4. 切割加工工件槽口没有毛刺;
5. *工厂,具有竞争力的价格;
6. 可以定做任意规格的硬质合金锯片(整体钨钢锯片铣刀),钨钢角度锯片铣刀,v型锯片。
主动换刀,能有效解决锯片铣刀加工中的刀具折损
主动换刀解决锯片铣刀加工中的刀具折损:
针对锯片铣刀结构特点以及刀具磨损对加工的不利分析,通过采用主动换刀的方式,有效地解决了锯片铣刀加工中刀具折损现象,并进一步保证了加工效率,降低了加工成本。
锯片铣刀是在铣削加工中应用较多的一种加工刀具,多用在零件的窄槽加工和切断加工。在加工过程中由于锯片铣刀本身结构上的特点,对切削产生一些不利,从而导致加工时产生频繁的锯片铣刀折损现象。

在实际生产中,通过使用新刀,试验发现刀具的折损集中发生在加工第6个零件的后几个槽的过程中,我们只需在第5个零件加工结束时,进行主动的换刀,求购锯片铣刀,就能有效地避免刀具的折损。
整体硬质合金锯片铣刀的*标准为GB/T 14301-2008《整体硬质合金锯片铣刀》里面规定了硬质合金锯片铣刀的技术要求。

1. 铣刀外观:锯片铣刀不得有裂纹、分层剥落、崩刃、明显的空隙,(93版的标准还要求没有污垢)。
恒锋数控刀具在锯片铣刀生产出来以后,对外观还做了如下要求:不能有明显的划痕印迹,齿尖不能有发黄或发黑。
2. 锯片铣刀表面粗糙度:2008版*标准规定,刀齿前刀面和后面的表面粗糙度Ra=3.2μm,刀齿侧面的表面粗糙度Ra=0.63μm,内孔的表面粗糙度R=0.8μm。这是非常基本的要求,恒锋公司刀齿前刀面和后面的表面粗糙度要求达到Ra=0.63μm,侧面达到镜面效果。因为刀齿前刀面的光洁度对使用效果来说非常关键,光洁度高可以大大提高被加工件表面的效果,没有毛刺,以及*大的延长了使用寿命。
3. 铣刀的位置公差:锯片铣刀2008版*标准规定了两个重要的位形公差,一是切削刃对内孔轴线的径向圆跳动(俗称径跳)外径小于50mm时,一转径跳不超过0.03mm,外径大于50mm时,一转径跳不超过0.045mm,相邻齿径跳不超过0.02mm。在我们看来,使用单位的要求已经超过这个标准,也许用户不一定说径跳的数字,但是用户会要求*,说到底要求径跳小。恒锋公司的企业标准为:外径跳动:外径lt;50mm时,外径径向跳动0.02mm;100gt;外径gt;50mm时,外径径向跳动0.025mm;外径gt;100mm时,外径径向跳动0.04mm。
4. 端面对内孔轴线的端面圆跳动(靠外圆处测量,江门锯片铣刀,俗称端跳),锯片铣刀2008版*标准规定:外径小于50mm时,不超过0.02mm,外径大于50mm时,不超过0.03mm。恒锋数控刀具精密工具的测量结果为在0.01以内。
非标可定制*(图)-整套锯片铣刀-江门锯片铣刀由深圳市恒锋数控刀具有限公司提供。深圳市恒锋数控刀具有限公司有实力,信誉好,在广东 深圳 的刀具、夹具等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将促进恒锋数控和您携手步入*,共创美好未来!同时本公司还是从事高速钨钢铣刀,涂层钨钢铣刀,合金钨钢铣刀的厂家,欢迎来电咨询。