非标可定制铣刀(图)-不锈钢锯片铣刀修磨-梅州锯片铣刀修磨
第一枪帮您来“拼单”,更多低价等你来!非标可定制铣刀(图)-不锈钢锯片铣刀修磨-梅州锯片铣刀修磨

- 名称深圳市恒锋数控刀具有限公司 【公司网站】
- 所在地中国
- 联系人 张中梅
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-01-14 12:45 至 长期有效
非标可定制铣刀(图)-不锈钢锯片铣刀修磨-梅州锯片铣刀修磨产品详情








1. 加工中遇到的问题
我单位有一批军方产品,产品材料为45CrNiMo1VA,是一种超高强度合金钢,批量为500件,而且是一个长期产品,每年都要完成4~5个批次。这个产品在众多的加工难点里,有一个令铣床操作工觉得很麻烦的问题,即用锯片铣刀加工沟槽时的刀具折损问题。
在零件圆周的8个均布的凸起上,需分度各切出宽3mm、深25mm的沟槽,不锈钢锯片铣刀修磨,在用锯片铣刀切槽的过程中经常出现刀具折损的现象,这样不仅造成了零件的报废,有时甚至还因为折损后锯片铣刀碎片的飞溅造成安全事故。

2. 采取的措施
为了解决这个技术问题,梅州锯片铣刀修磨,查阅了大量的技术资料,锯片铣刀修磨的价格,对加工做了以下改进:
(1)选择前角较大的锯片铣刀,提高刀具的锋利度。
(2)在锯片铣刀的两端面辅用夹板,以增强铣刀的刚性,减小铣刀切削中出现的振动。
(3)刀齿间隔左右交错,磨出倒角,形成错齿锯片铣刀,以分散切削力。
(4)加大切削液压力,并对准切削部位,从而充分的冷却并及时冲掉切削部位的切屑。
(5)合理地选择切削用量,使激振频率远离刀具系统固有频率,从而减小切削振动。
如何正确选择锯片铣刀的尺寸
1.选外径:一般可根据铣削尝试来定外径,可参考下表来选择,当锯片铣刀安装空间搜限制时,钨钢锯片铣刀修磨,也可适当减小外径
2.选择齿数T与被铣削材质、被加工面的光洁度及铣刀厚度有关,当铣刀较薄应选择较多的齿数才能有正常寿命。
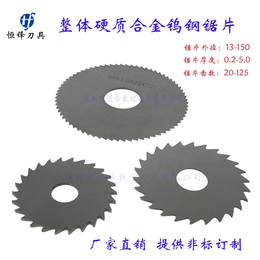
3.厚度可适用多薄与外径有关,厚度范围起始尺寸一般表示使用该外径时厚度可达到的尺寸,例如:外径60mm,厚度范围0.2-10mm
4.特殊规格和尺寸由客户提出,我厂确认后供货。

买家须知:
1.铣刀安装在刀杆上的精度一般应满足:径向跳到量s0.010mm,轴向跳动量lt;0.015mm
2.若铣刀铣削深度,尽量用大的法兰盘将刀片两侧夹紧在刀杆上,一般法兰盘直径不小于锯片外径的2/5,或交凸台D1一样大
3.应选择合理的选刷线速度Vc和每齿进刀量SZ,同等条件下整体硬质合金锯片铣刀用比高速钢锯片铣刀更快的线速度Vc,Sz一般在0.006-0.025mm/齿之间,具体参数视情况而定。
合金锯片铣刀可用于卧式铣床也可用于立式铣床。由于合金锯片铣刀本身比高速钢锯片铣刀韧性差,所以当切削工艺选择不当和机床精度较差时容易崩刀。为了能够使锯片发挥性能,需严格按照规范使用:
1、不同规格和用途的锯片,其设计的刀头角度和基体形式有所不同,根据被加工材料选择。
2、设备的主轴和夹板的尺寸及形位精度对使用效果有很大影响,安装锯片前要检查和调整。
3、随时注意锯片工作情况,发生异常,如振动、嗓声、加工面走料情况,必须及时停机调整,并及时修磨,保持峰利;
4、锯床或铣床主轴旋转要平稳,轴向跳动和径向跳动要小于0.01mm;
5、暂时不用之锯片要垂直吊挂,避免长时间平放,更不应将物堆压其上,锯片铣刀刀齿处应加以保护。

非标可定制铣刀(图)-不锈钢锯片铣刀修磨-梅州锯片铣刀修磨由深圳市恒锋数控刀具有限公司提供。深圳市恒锋数控刀具有限公司有实力,信誉好,在广东 深圳 的刀具、夹具等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将促进恒锋数控和您携手步入*,共创美好未来!同时本公司还是从事硬质合金铣刀,整体合金铣刀,钨钢合金铣刀的厂家,欢迎来电咨询。