超高频机床导轨淬火机-重庆机床导轨淬火机-郑州领诚
第一枪帮您来“拼单”,更多低价等你来!超高频机床导轨淬火机-重庆机床导轨淬火机-郑州领诚

- 名称郑州领诚电子技术有限公司 【公司网站】
- 所在地中国
- 联系人 李经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2021-01-25 10:09 至 长期有效
超高频机床导轨淬火机-重庆机床导轨淬火机-郑州领诚产品详情









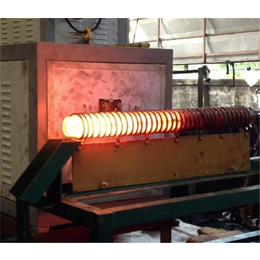
柴油机高强度螺栓采用中频淬火机进行热处理的具体工艺
大功率船用MAN32/40柴油机的贯穿螺栓、横向拉紧螺栓、缸盖螺栓等均为高强度螺栓,制作材料均为30Cr2MoV,其主要化学成分(质量分数)为:0.26%-0.34%C,0.17%-0.37%Si,0.40%-0.70%Mn,≤0.035%P,≤0.003%S,2.3%-2.7%Cr,0.15%-0.25%Mo,0.10%-0.20%V,≤0.20%Cu。要求热处理后的硬度为340-370HBW。为满足工作需要,采用中频淬火机进行热处理,效果良好。
原生产工艺为860℃油淬 560℃油冷,经此工艺处理后的硬度是370HBW,强度1270MPa,处于要求的上限。由于以上几种螺栓的螺纹为M48×3,且要求滚压一次成形,因其基体强度高,相应的硬度也高,因此在机械加工滚压螺纹时,必须施加较大的压力,导致滚丝轮磨损严*产成本增加。为此,通过调整回火温度,以降低基体硬度,保证*拉强度在下限的工艺试验,以满足后续加工的要求。
淬火设备为中频淬火机,淬火温度为860℃,油淬;回火温度分别为585℃、590℃和595℃,油冷。
通过实验可以看出,经860℃淬火 595℃回火后,其硬度为345HBW,处于性能要求的下限,同时,其强度也能满足要求。
经860℃淬火+590℃回火后的金相组织为回火索氏体组织,由于回火索氏体组织具有良好的综合力学性能,在这种状态下,工件有较高的强度和韧性,完全可以满足工件的性能要求。

高频感应淬火件常见淬火缺陷及其防止措施
高频感应淬火件常见淬火缺陷,主要有硬度不够,软件,变形超差与淬火裂纹,还有局部烧熔等。
一、高频淬火后表面硬度不够 高频感应淬火后硬度不够是常见的问题,其原因亦是多方面的。
1. 材料因素
1)火花鉴定法 这是的方法,检查工件在砂轮上磨出的火花,可大致知道工件的含碳量是否有变化,含碳量越多,火花越多。
2)直读光谱仪鉴别钢材的成分 现代化的直读光谱仪能在*短的时间内,将工件材料的各种元素*其含碳量金相检验并打印出来,可确定钢材是否图样要求。
3)排除工件表面贫碳或脱碳因素 较常见的是冷拔钢材,材料表面有一层贫碳或脱碳层,此时表面硬度低,重庆机床导轨淬火机,单用砂轮或锉刀去掉0.5mm后,在测定硬度,如果发现该处硬度比外表面高,并达到要求,这表明工件表面有贫碳或脱碳层。为进一步验证此问题,机床导轨淬火机定制,可用金相显微镜观察,表面贫碳曾的组织和层次的显微组织明显不同,机床导轨淬火机厂家,表面只有少量托氏体及大量铁素体,而次层则为马氏体。如果将此样品在保护气体下正火后在检验,珠光体面积接近50%。
2. 淬火加热温度不够或预冷时间太长 淬火加热温度不够或遇冷时间太长,致使淬火时温度太低,以中碳钢为例,前者淬火组织中含有大量未溶铁素体,后者其组织委托氏体或索氏体。
3. 冷却不足
1)特别在扫描淬火时,由于喷液区域太短,工件淬火后,经过喷液区后,心部热量又使表面子回火,此时表面自回火温度过高,常能从表面温度及颜色感测到。
2)一次加热法时,冷却时间太短,自回火温度过高,或由于喷液孔因水垢减少了喷液孔截面,导致子回火面积过高。
3)喷水液温度过高,重型导轨淬火机床,流量减少,浓度变化,淬火液中混有油污等。
4)喷液孔局部堵塞,器特点是局部硬度不足,软快区常与喷液孔堵塞文职相对应。

柄式铣刀是如何采用高频淬火设备淬火的
高速具大多用盐浴淬火,少部分用真空,这里介绍用高频感应淬火工艺。
铣刀高频热处理采用WH-VI-16型设备及自制淬火机床,工件由固定,可以上下移动或转动,可无*变速;用单圈感应器,感应器与工件之间的间隙为4--5mm.铣刀的材料为W18CR4V的高速钢含有大量的合金元素,异热性差,塑性较低,为减少铣刀的变形,防止开裂,并达到预期的淬硬层深度830-850℃预热,1270-1290℃加热。在操作方面,进行了如下的控制:工件在感应圈中旋转,并从上至下移动连续加热,再反向移动一次,待工件温度达到预热温度的上限时停止加热等待0.5-1min,以使工件预热均匀,随即进行淬火加热,带工件达到淬火温度后。浸入60-80摄氏度的油中冷却。
回火工艺为560℃X1hx3次。3次回火后硬度63-65HRC,变形较小。直径14.3mm*140mm的铣刀,在长度范围内直线度小于0.5Mm,其余一些规格铣刀变形量≤0.10mm。
对高频感应淬火的高速钢铣刀进行了检验,淬火晶粒度为9级,过热程度≤1级,金相组织为回火马氏体及均匀分布的碳化物,少量残留奥氏体,脱碳层小于磨削量。
高频感应淬火的铣刀经生产时间考核,由原来只能加工一块管板(每块管板400余孔)提高到能加工4块管板。

郑州领诚(图)-重型导轨淬火机床-重庆机床导轨淬火机由郑州领诚电子技术有限公司提供。行路致远,砥砺前行。郑州领诚电子技术有限公司致力成为与您共赢、共生、共同前行的战略伙伴,与您一起飞跃,共同成功!同时本公司还是从事淬火成套设备,泵管内壁淬火设备,链轮淬火设备的厂家,欢迎来电咨询。