激光器维修-激光器怎么维修-飞超激光(推荐商家)
第一枪帮您来“拼单”,更多低价等你来!激光器维修-激光器怎么维修-飞超激光(推荐商家)

- 名称丹阳飞超激光科技有限公司 【公司网站】
- 所在地中国
- 联系人 李先生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-09-07 10:24 至 长期有效
激光器维修-激光器怎么维修-飞超激光(推荐商家)产品详情
机床离合器联结、花键套、磁轭和齿环的激光淬火技术应用
机床离合器联结、花键套、磁轭和齿环等经激光淬火后,其质量明显优于普通盐浴或感应淬火,解决了联结爪部工作面硬度低、卡爪内侧畸变大,激光器维修电工,花键套键侧面硬度低、内孔畸变超差、小孔处开裂,磁轭和齿环渗碳淬火畸变大、发生断齿、两者啮合不良、传递力矩不足及发生打滑等缺陷。
实例1 电磁离合器联结(见图7),激光器怎么维修,材料为45钢,技术要求:硬度≥55HRC,淬硬层深度≥0.3mm,爪部直径畸变≤0.1mm,硬化面积≥80%。
(1)工艺流程
全部机械加工后,在数控激光热处理机上自动进行六个爪的12个侧面激光扫描淬火。
(2)激光淬火工艺
激光输出功率P=1000W,透镜焦距f=350mm,离焦量d=59mm,扫描速度v=1000mm/min,生产节拍t=45s/件。
(3)检验结果
硬度为57~60HRC,淬硬层深度0.3~0.6mm,直径畸变≤±0.03mm,爪侧面100%淬硬

数控机床镶钢导轨的激光淬火技术应用
(1)预备热处理
导轨经锻造后,进行常规的正火及调质处理,以细化晶粒,改善*结构,降低内应力,并为后续激光淬火做好*准备。
(2)激光淬火设备及工艺参数
采用国产31.5kW二氧化碳激光器及激光加工机床,维修激光器,激光输出功率P=900W,光斑直径为4mm,离焦量d=240mm,扫描速度v=10m/s。
经上述工艺处理后的导轨,激光器维修,淬火区淬硬层深度为0.58mm,硬化带宽为4.47mm,硬化层*为细针状马氏体 部分残留奥氏体,表面硬度为724~797HV0.1,相当于61~64HRC。
(3)磨损试验
磨损试验结果表明,当激光扫描淬火花纹为45°斜线(与导轨棱边成45°斜线,(棱形)硬化面积为40%时,导轨*性高。
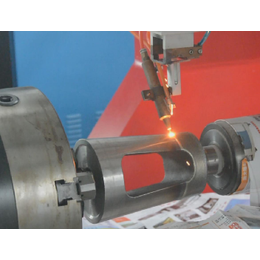
激光切割由于受激光器功率和设备体积的限制,激光切割只能切割厚度较低的板材和管材,工件厚度的增加,切割速度明显下降。
激光切割设备费用高,一次性*大。激光切割的应用范围大多数激光切割机都由数控程序进行控制操作或做成切割机器人。激光切割作为一种精密的加工方法,几乎可以切割所有的材料,包括薄金属板的二维切割或三维切割。
在汽车制造领域,小汽车顶窗等空间曲线的切割技术都已经获得广泛应用。德国大众汽车公司用功率为500W的激光器切割形状复杂的车身薄板及各种曲面件。在航空航天领域,用激光切割加工的航空航天零部件有发动机火焰筒、钛合金薄壁机匣、飞机框架、钛合金蒙皮、机翼长桁、尾翼壁板、直升机主旋翼、航天飞机陶瓷隔热瓦等。
激光切割成形技术在非金属材料领域也有着较为广泛的应用。如氮化硅、陶瓷、石英等;柔性材料,如布料、纸张、塑料板、橡胶等。

激光器维修-激光器怎么维修-飞超激光(推荐商家)由丹阳飞超激光科技有限公司提供。丹阳飞超激光科技有限公司(www.feichaolaser.cn)有实力,信誉好,在江苏 镇江 的电子、电工产品制造设备等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将促进飞超激光和您携手步入*,共创美好未来!