钢板淬火设备销售商市场前景如何
第一枪帮您来“拼单”,更多低价等你来!钢板淬火设备销售商市场前景如何

- 名称郑州领诚电子技术有限公司 【公司网站】
- 所在地中国
- 联系人 李经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-09-24 10:06 至 长期有效
钢板淬火设备销售商市场前景如何产品详情








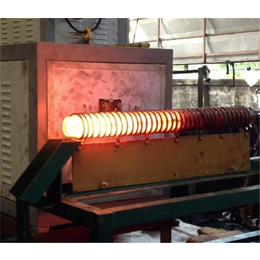
齿圈螺母采用中频淬火机进行热处理的工艺分析
齿圈螺母为外六角螺母,通常与螺栓、螺钉配合使用,起连接、紧固机件的作用。在工作过程中,齿圈螺母要承受巨大的摩擦力,因此,生产上要求它在16mm区段上进行淬火热处理,淬火后硬度为52-57HRC,淬硬层深度1.5-3mm。为满足上述要求,我们采用中频淬火机进行淬火热处理,效果良好。
齿圈螺母中频淬火工艺具体如下:
1、处理部位及区域:16mm区段内
2、零件放置方法:垂直
3、中频电机频率/Hz:8000Hz
4、淬火时零件实际频率/Hz:5000
5、中频电机功率/kw:250
6、零件输出功率/kw:65-75
7、功率表指数:9:48
8、变压器变压比:20:1
9、空载电压/v:450-600
10、负载电压/V:570
11、负载电流/A:130-150
12、功率因数:+0.99
13、电容(设备左侧起):1,2
14、加热方式:同时
15、冷却介质:10%-12%聚乙烯醇
16、冷却温度/℃:20-40
17、压力/MPa:0.04-0.06(压力表指数:0.75)
18、加热时间/s:6.5
19、间息时间/s:0.3
20、冷却时间/s:5.8
齿圈螺母经此工艺淬火后硬度达到53-55HRC,满足技术要求。更好的是此工艺适合大批量大规模生产,可以大大提高工人的生产效率。

45钢采用高频淬火工艺的性能特点
45钢是一种比较碳素结构钢,以车轴为例,车轴是其中的一个应用方向,采用高频加热设备对45钢进行合理的热处理可以有效提高车轴的使用寿命。
车轴是种变径的圆柱体 ,要实现整体表面高频淬火,淬火均匀,淬火效果达标,在很大程度上取决于感应器的结构设计。
加热使用感应器的设计应用主要考虑一下内容:
1.使被加热零件的表面温度均匀;
2.感应器损耗小 ,电;
3.感应器通水冷却良好;
4.制造简单 ,有足够的机械强度 ,操作使用方便。
车轴高频淬火感应器用矩形紫铜管制造成圆形感应器 ,并通水冷却 ,零件瞬间加热后由附带喷水圈进行喷水冷却。为了保证在感应加热中减少热损耗 提高加热效率 ,感应器与零件之间的间距尽可能小 ,但要有足够的间隙 ,保证使感应器能与车轴的相对运动顺利进行。
加热温度和加热时间的关系当材料和原始组织一定时,相变温度随着加热速度*而提高,钢板淬火设备销售商,为得到合格的淬火组织,相应的淬火温度也随之提高。车轴感应加热升温速度一般在 30~100 ℃/ s ,45钢车轴的表面淬火加热温度选择 890~960 ℃为佳 ,为了获得较深的淬硬层深度 ,选择上限加热温度。较长的加热时间和较高的加热温度 ,可获得较深的加热深度 ,反之 ,加热深度较浅。

高频淬火炉对冷却水水质有哪些要求?
高频淬火炉之所以要用水,是因为机器在大功率状态下工作时需要冷却降温。如功率元件主整流器、IGBT、变压器及感应线圈等,这些元件、部件由于电流的热效应,在大电流条件下工作,必然会产生一定的热量,造成附带温升。如果不及时实施冷却,不但会影响机器的性能和功率,还会烧坏元件、部件,损坏机器。
为了确保电气元件长期可靠运行,电源系统冷却水的质量应符合如下要求:
1、不溶性固体/10-6:<40-50。
2、电阻率/Ω·cm:17000-25000。
3、电导率:40-60。

钢板淬火设备销售商市场前景如何由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!同时本公司还是从事齿轮淬火设备,轴淬火设备,花键轴淬火设备的厂家,欢迎来电咨询。