钢结构防护密闭门生产厂家-钢结构防护密闭门-元大人防公司
第一枪帮您来“拼单”,更多低价等你来!钢结构防护密闭门生产厂家-钢结构防护密闭门-元大人防公司
- 名称青岛元大人防工程防护设备有限公司 【公司网站】
- 所在地中国
- 联系人 张际训
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-08-31 00:46 至 长期有效
钢结构防护密闭门生产厂家-钢结构防护密闭门-元大人防公司产品详情
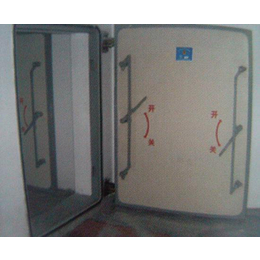
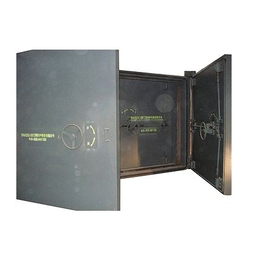
为了方便运输,每扇是由两块组成,每扇门的设计分两块,内面板为三块,单张面板面积大,为了防止在拼焊吊装过程中引起变形要采取以下措施:
1、在面板下料拼焊前要预留50mm以上余量,*在拼焊后对角线偏差过大无法使用,因为板材本身单边有弯曲现象,为了消除弯曲现象。下料时将弯曲部分与另一块弯曲部分对称下料,以便在焊接时利用反变形消除弯曲。对接缝开单面双边坡口、坡口角度60°。

塞焊:电流为180-200A,电弧电压20-25V,焊丝干伸长度20-25mm,气体流量20L/min。
焊接时,钢结构防护密闭门安装工艺,按焊缝大小取焊缝较小先焊、大缝后焊,电流采用较小电流焊接,时刻注意焊接引起的变形及焊缝收缩量,并在每根纵向工字钢上取四点,做上标记,每焊接完一次用水平仪检测一次,记下检测结果作为后一次检测的标准。
3、焊接顺序,先焊接纵向工字钢与横向工字钢底部翼板的平焊缝。焊接完毕冷却后检测,再焊接工字钢底部的平角焊,钢结构防护密闭门图片,后焊立焊。立焊分四次焊接,每次焊单边的二分之一,先焊接下半部份再焊接上半部份,采用退步焊的方法,从上向下焊接。焊接完毕后翻转钢骨架并固定在平台上,按正面焊接顺序焊接。焊完骨架上所有焊缝,再将骨架正、反两个面的焊缝打磨平。
先焊反面,反面焊接取较小电流,电流过大容易引起接缝处较大的角变形,具体参数如下:
打底时电流90-110A,电弧电压15-20V,焊丝干伸长度20-25mm,气体流量10-15L/min。
焊接时电流200-220A,电弧电压20-23V,焊丝干伸长度20-25mm,气体流量15-20L/min。
焊接正面时取略大于方面焊接电流,一次焊接完毕,以消除反面焊接产生的角变形:
电流220-240A,电弧电压24-26V,钢结构防护密闭门,焊丝干伸长度20-25mm,气体流量为20-25L/min。
2、门框拼焊,在门框拼焊前先要把门框各个纵向支撑角钢放在各自相对应的位置,如果门框拼好在放会比较困难,纵向支撑角钢放好之后再把门框的纵、横向角钢放在相对应的位置。
门框洞口尺寸为:13.4mⅹ5.2m,而图纸技术要求:门框外表面平面度相邻边垂直度公差为2mm,用常规拼装的方法要达到技术要求是非常困难的。在这种情况下,采用了洞口内*与钢性固定相结合的方法,控制焊接变形。
钢结构防护密闭门生产厂家-钢结构防护密闭门-元大人防公司由青岛元大人防工程防护设备有限公司提供。青岛元大人防工程防护设备有限公司(www.qdyuanda.cn)为客户提供“防护设备”等业务,公司拥有“元大人防”等品牌,专注于安全、防护用品加工等行业。欢迎来电垂询,联系人:张际训。