您是不是要采购
翻砂铸造-东旺铸造-汕头碳钢翻砂铸造
第一枪帮您来“拼单”,更多低价等你来!翻砂铸造-东旺铸造-汕头碳钢翻砂铸造

- 名称江门市新会区东旺铸造有限公司 【公司网站】
- 所在地中国
- 联系人 柳加旺
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-05-31 11:15 至 长期有效
热线:18933196653
来电请说明在第一枪看到,谢谢!
翻砂铸造-东旺铸造-汕头碳钢翻砂铸造产品详情
查看全部其他锻压/铸造材料、辅料产品>>





等温退火的冷却方法: 1、工件自退火温度冷至等温温度的冷却速度可以任意,生产中常用两个炉中进行。 2、等温温度一般都在Ar1以下10—30摄氏度,也是在珠光体转变温度。 3、转变完后的冷却可任意。
等温退火与普通退火的工艺和冷却的方法存在区别,普通退火一般是工件保温过程完成后随炉缓慢冷却,当工件冷至500摄氏度以下可出炉空冷。


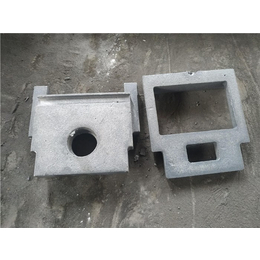
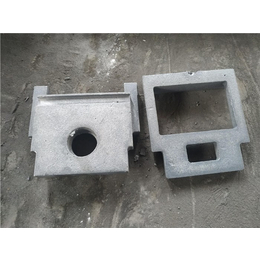
球墨铸铁件
拆下的滚珠螺母滚道内部,发现有大量的薄片状铁屑,怀疑为滚珠表面剥落所致。经检测发现滚珠的直径差值大为 0.08mm ,大直径为 9.903mm ,比理论值 9.875mm 大 0.028mm ,小值为 9.825mm 。判断为原来滚珠精度低,导致滚珠受力不均所致。把所有的零部件清洗干净后,换上直径不一致误差为 0.001mm 的滚珠,经检测滚珠丝杠副间隙为 0.023mm :通过计算决定把原来的调整垫片加厚 0.08mm ,重新装配后滚珠丝杠副间隙达到技术要求。但发现滚珠丝杠副摩擦力矩较大,重复*精度为 0.025mm 。考虑是原滚珠丝杠副的滚道表面存在微观研损和减速器内齿轮副存在间隙所致。把滚珠丝杠副夹持在 3 米长的 CA6140 车床上,一边浇 20 号机械油,一边用手握住滚珠螺母,以 21r/min 的转速往复跑合 100 次。清洗后重新装配


灰铁铸件是建筑行业使用很频繁的一种铸件。这种铸件能够有效的保证建筑物的正确施工。灰铁铸件加工过程是这样的:加入粘土,水分,煤粉这些原料,佛山碳钢翻砂铸造,然后进行充分搅拌,混合均匀,在经过特殊的高温处理,放入磨具,待冷却成型之后,就得到了我们经常使用的灰铁铸件。加工的时候要注意以下几点,首先,黏土的量一定要适度,茂名碳钢翻砂铸造,量太多或者太少都会影响铸件的成型;加水的时候,汕头碳钢翻砂铸造,水的量要稍微高一点,沙子尽量选择颗粒饱满的沙子,这样能有效的提高铸件的强度。以上就是灰铁铸件的一些简单的加工过程,翻砂铸造,希望能对您对铸件的认识有所帮助,如果您还有任何的疑问,可以联系我们。

翻砂铸造-东旺铸造-汕头碳钢翻砂铸造由江门市新会区东旺铸造有限公司提供。江门市新会区东旺铸造有限公司(dongwang1688.tz1288*/)是从事“来料加工:五金铸件”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供*的产品和服务。欢迎来电咨询!联系人:柳加旺。

以上内容为翻砂铸造-东旺铸造-汕头碳钢翻砂铸造,本产品由江门市新会区东旺铸造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品




江湖通产品
查看全部其他锻压/铸造材料、辅料产品>>