凸轮轴淬火机价钱-郑州领诚
第一枪帮您来“拼单”,更多低价等你来!凸轮轴淬火机价钱-郑州领诚

- 名称郑州领诚电子技术有限公司 【公司网站】
- 所在地中国
- 联系人 李经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-06-26 10:27 至 长期有效
凸轮轴淬火机价钱-郑州领诚产品详情









吊具采用高频淬火炉进行热处理的工艺分析及实施要点
吊具采用高频淬火炉进行热处理,影响热处理效果的因素有很多,如热处理工艺、原材料等。在这些因素中,影响是热处理工艺。因此,掌握工件的热处理工艺是非常重要的。今天呢,我们就一起看看吊具的热处理工艺及实施要点。
1、35CrMo和42CrMo为低合金结构钢,内部的合金元素能明显提高淬透性,它们属中等含碳量,因此其经过调质处理后,可获得优良的综合力学性能,可满足服役条件的需要。
2、调质处理时应当避免加热过程中的氧化脱碳的产生,否则将直接影响到表面硬度,导致热处理后内外硬度不一致,造成内应力的*;另一方面则*拉强度等不能满足服役的需要,而出现早期的断裂等。
3、加热温度应当考虑到具体的热处理效率、冷却状态等几个方面的问题,必要时进行正交法设计,将晶粒度、表面和内部金相*、硬度等作为验证工艺的重要依据,来制订正确的调质处理工艺。
4、台阶处的淬火应迅速,避免二次加热,以免出现二次淬火而增加脆性,同时应及时采用高频淬火炉进行回火处理,消除淬火应力的作用。
本文简单介绍了吊具的热处理工艺与实施要点,希望对您的工作有所帮助。如果您想了解更加详细的信息,您可以看看热处理方面的书籍,相信会有很大的收获。

榔头采用高频感应淬火机进行淬火热处理
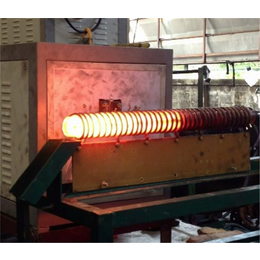
在我们生产与生活中使用的一些工具,要求具有一定的*硬度,凸轮轴淬火机价钱,又要求有一定的韧性,不易折断,所以这些工具在加工成形后需进行淬火与回火处理。榔头就是其中的一种。榔头淬火常采用高频感应淬火机进行,效果非常好。
榔头头部与尾部的用途不同,头部是用于锤打别的物件,所以要求较硬、*,但不得开裂;尾部是用于拔出钉子之类的东西,所以要求不能被折断。采用高频感应淬火机分别对榔头的头部与尾部加热与处理,以求得到不同的性能要求。榔头的头部为圆柱形,采用螺旋形感应线圈就可将头部加热到淬火温度,而榔头的尾部形状比较特殊,感应器也相对复杂一些。此感应器是一匝线圈,连接到高频变压器上,在感应线圈中可同时放入9件榔头,加热到所要求的温度后即可进行淬火处理。
现在,越来越多的厂家采用高频感应淬火机对榔头进行淬火热处理,生产出来的榔头硬度、*性以及*折断能力都大大提高,满足了工作的需要。更好的是此工艺适合大批量大规模生产,可以大大提高工人的生产效率,使工人实现机械化和智能化生产。

齿圈螺母采用中频淬火机进行热处理的工艺分析
齿圈螺母为外六角螺母,通常与螺栓、螺钉配合使用,起连接、紧固机件的作用。在工作过程中,齿圈螺母要承受巨大的摩擦力,因此,生产上要求它在16mm区段上进行淬火热处理,淬火后硬度为52-57HRC,淬硬层深度1.5-3mm。为满足上述要求,我们采用中频淬火机进行淬火热处理,效果良好。
齿圈螺母中频淬火工艺具体如下:
1、处理部位及区域:16mm区段内
2、零件放置方法:垂直
3、中频电机频率/Hz:8000Hz
4、淬火时零件实际频率/Hz:5000
5、中频电机功率/kw:250
6、零件输出功率/kw:65-75
7、功率表指数:9:48
8、变压器变压比:20:1
9、空载电压/v:450-600
10、负载电压/V:570
11、负载电流/A:130-150
12、功率因数:+0.99
13、电容(设备左侧起):1,2
14、加热方式:同时
15、冷却介质:10%-12%聚乙烯醇
16、冷却温度/℃:20-40
17、压力/MPa:0.04-0.06(压力表指数:0.75)
18、加热时间/s:6.5
19、间息时间/s:0.3
20、冷却时间/s:5.8
齿圈螺母经此工艺淬火后硬度达到53-55HRC,满足技术要求。更好的是此工艺适合大批量大规模生产,可以大大提高工人的生产效率。

凸轮轴淬火机价钱-领诚电子(推荐商家)由郑州领诚电子技术有限公司提供。郑州领诚电子技术有限公司(www.lingchengdz*)在电热设备这一领域倾注了诸多的热忱和热情,领诚电子一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创*。相关业务欢迎垂询,联系人:李经理。同时本公司(www.lingchengjiare*)还是从事钢筋在线退火设备,铜棒料在线退火设备,钢棒在线退火设备的厂家,欢迎来电咨询。