您是不是要采购
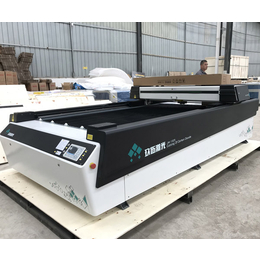
激光切割机厂-激光切割机-飞超激光
第一枪帮您来“拼单”,更多低价等你来!激光切割机厂-激光切割机-飞超激光

- 名称丹阳飞超激光科技有限公司 【公司网站】
- 所在地中国
- 联系人 李先生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-05-30 13:01 至 长期有效
热线:13584428681
来电请说明在第一枪看到,谢谢!
激光切割机厂-激光切割机-飞超激光产品详情
查看全部激光切割机产品>>
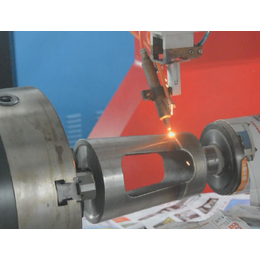
激光淬火是利用激光将材料表面加热到相变点以上,随着材料自身冷却,奥氏体转变为马氏体,从而使材料表面硬化的淬火技术。

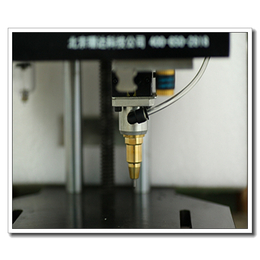
焊接时通常采用聚焦方式会聚激光,一般选用63~254mm(2.5”~10”)焦距的透镜。聚焦光斑大小与焦距成正比,激光切割机,焦距越短,光斑越小。但焦距长短也影响焦深,即焦深随着焦距同步增加,所以短焦距可提高功率密度,但因焦深小,激光切割机报价,必须保持透镜与工件的间距,且熔深也不大。由于受焊接过程中产生的飞溅物和激光模式的影响,实际焊接使用的焦深多为焦距126mm(5”)。当接缝较大或需要通过加大光斑尺寸来增加焊缝时,可选择254mm(10”)焦距的透镜,在此情况下,为了达到深熔小孔效应,需要更高的激光输出功率(功率密度)。
当激光功率超过2kW时,特别是对于10.6μm的CO2激光束,由于采用特殊光学材料构成光学系统,为了避免聚焦透镜遭光学*的*,激光切割机厂,经常选用反射聚焦方法,一般采用抛光铜镜作反射镜。由于能有效冷却,它常被推荐用于高功率激光束聚焦

激光淬硬层的深度依照零件成分、尺寸与形状以及激光工艺参数的不同,一般在0.3~2.0mm范围之间。对大型齿轮的齿面、大型轴类零件的轴颈进行淬火,表面粗糙度基本不变,不需要后续机械加工就可以满足实际工况的需求。激光熔凝淬火技术 是利用激光束将基材表面加热到熔化温度以上,由于基材内部导热冷却而使熔化层表面快速冷却并凝固结晶的工艺过程。获得的熔凝淬火*非常致密,沿深度方向的*依次为熔化-凝固层、相变硬化层、热影响区和基材。激光熔凝层比激光淬火层的硬化深度更深、硬度要高,*性也更好。该技术的不足之处在于工件表面的粗糙度受到一定程度的*,一般需要后续机械加工才能恢复。为了降低激光熔凝处理后零件表面的粗糙度,减少后续加工量,华中科技大学配制了专门的激光熔凝淬火涂料,可以大幅度降低熔凝层的表面粗糙度。进行激光熔凝处理的冶金行业各种材料的轧辊、导卫等工件,其表面粗糙度已经接近激光淬火的水平。
激光切割机厂-激光切割机-飞超激光由丹阳飞超激光科技有限公司提供。丹阳飞超激光科技有限公司(www.feichaolaser.cn)有实力,信誉好,在江苏 镇江 的电子、电工产品制造设备等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将促进飞超激光和您携手步入*,共创美好未来!

以上内容为激光切割机厂-激光切割机-飞超激光,本产品由丹阳飞超激光科技有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品




江湖通产品
查看全部激光切割机产品>>
-
 金属饰品激光切割机 激光切割机厂商
¥550000.0元/台
金属饰品激光切割机 激光切割机厂商
¥550000.0元/台
-
 大汉激光*激光切割机-光纤激光切割机-金属激光切割机
¥360000.0元/台
大汉激光*激光切割机-光纤激光切割机-金属激光切割机
¥360000.0元/台
-
激光切割机价格 光纤激光切割机报价
¥550000.0元/台
-
 供应3000W光纤激光切割机 东莞激光切割机厂家
¥680000.0元/台
供应3000W光纤激光切割机 东莞激光切割机厂家
¥680000.0元/台
-
 广东*1500W大功率激光切割机*速度快
¥380000.0元/台
广东*1500W大功率激光切割机*速度快
¥380000.0元/台