您是不是要采购
运动水杯牙盖类双色注塑-双色注塑-赛名实业有限公司
第一枪帮您来“拼单”,更多低价等你来!运动水杯牙盖类双色注塑-双色注塑-赛名实业有限公司
- 名称东莞市赛名实业有限公司 【公司网站】
- 所在地中国
- 联系人 孔华军
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-06-01 13:23 至 长期有效
热线:13712282587
来电请说明在第一枪看到,谢谢!
运动水杯牙盖类双色注塑-双色注塑-赛名实业有限公司产品详情
查看全部其他类家具产品>>







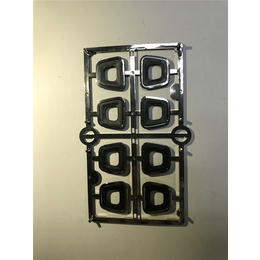
透明的大的双射注塑对于结构设计而言是需要注意的地方
A. 浇口位置的预留,和模具厂达成一致
B. 材料厚度推荐使用透明的0.8mm以上,非透明的0.7mm以上,非透明的尽量采用浅色,有LED灯时候注意遮光
C. 透明件分模面和孔的地方宽度一致,双色注塑,宽度推荐0.5mm,曲面接顺,避免侧面看,能透过很远,不美观。尽量减少孔。
D. 非透明件的厚度有限,上面筋条等结构尽量是在0.5-0.6mm之间,避免缩水。
E. 就目前而言不推荐做带主镜片的双射注塑,模具和产品成本太高,对模具厂家的设备和技术水平有相当的要求,做的话,需要对方给出整个一个流程的解决详细方案供评估,针对中间的环节都需要审查。
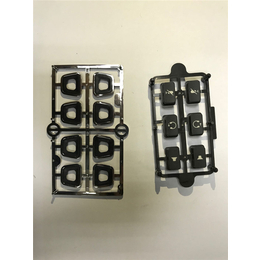
F. 对于大面积的双射注塑件,两个关键的测试是跌落和冷热冲击,在这两个测试里面,透明件和非透明件容易脱开。冷热冲击-40 -65,运动水杯牙盖类双色注塑,时间48小时。
G. 双射件上结构尽量简化,复杂的做到配合件上面,非透明件的筋条宽度尽量在0.5-0.6mm,避免缩水。
就是填充阶段。一个模具我们要在其闭合是开始填充,直到其型腔填充到95%的时候为较好。期间,注塑的速度应控制在合理的范围内,一般是填充的时间越短,其成型的效率越高。
保压阶段。填充阶段算是开始制作,至于保压阶段,蓝牙耳机双色注塑,基本就是后面一步了。这个阶段所做的就是持续不断的施加压力,通过这种方式来压实熔体,增强塑料密度抵*塑料的收缩性。这个阶段也是一直保持到塑料成型,到浇口固化封口为止才能达到好的效果。

运动水杯牙盖类双色注塑-双色注塑-赛名实业有限公司由东莞市赛名实业有限公司提供。东莞市赛名实业有限公司(www.sayming*)坚持“以人为本”的企业理念,拥有一支*的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。赛名实业——您可信赖的朋友,公司地址:东莞市常平镇元江元村金泰路3号,联系人:孔华军。

以上内容为运动水杯牙盖类双色注塑-双色注塑-赛名实业有限公司,本产品由东莞市赛名实业有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品




江湖通产品
查看全部其他类家具产品>>
