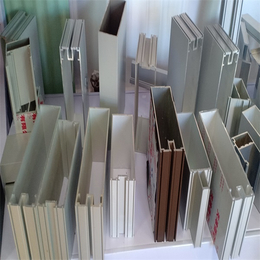
浙江幕墙铝材-幕墙铝材生产厂家-佰亿(推荐商家)
第一枪帮您来“拼单”,更多低价等你来!浙江幕墙铝材-幕墙铝材生产厂家-佰亿(推荐商家)
- 名称天津佰亿铝业有限公司 【公司网站】
- 所在地中国
- 联系人 张经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-06-01 13:24 至 长期有效
浙江幕墙铝材-幕墙铝材生产厂家-佰亿(推荐商家)产品详情





快进与工进 在铝型材加工程序中G00和G01都可以定义刀具的直线运动,但它们的作用大有不同,初学者容易混淆。 工进类指令(G01、G02、G03等)进给速度由程序中F指令决定;快进类指令(G00和部分回零指令)进给速度不在加工程序中,而是在机床参数设置时作为机床参数保存在数控系统中。 工进类指令不但要保证加工终点准确,还要保证加工路径和进给速度准确,这要靠微观上的插补计算和动态控制来实现。 快进类指令的目的是尽量减少空行程时间,浙江幕墙铝材,在多轴联动时,运动轨迹不可预测。因此快进类指令不可以用于加工进给。

铝合金铝型材典型缺陷及产生原因
铝合金铝型材典型缺陷及产生原因1.铝合金铝型材湾曲扭拧、波浪 由于模孔设计不合理,挤压速度过快,模孔润滑不适当,导路不合适或未安装导路等原因引起。 2.气泡与起皮 ;由于挤压筒内径磨损超差,挤压垫与筒间隙过大;挤压筒和挤压垫粘有油污水分等;锭坯表面有气孔、砂眼、油污且锭坯表面过于粗糙;挤压筒温度和锭坯温度过高,填充过快;挤压时模具抹油等原因引起。 3.挤压裂纹;由于挤压锭坯温度过高,幕墙铝材生产厂,挤压速度太快;锭坯均匀化处理不好;模具设计不合理,以致中心与边缘流速差过大等原因造成。 4.麻点或麻面 ;由于筒和锭坯温度太高,挤压速度过快或不均匀;模子工作带粘有金属、不光洁;模具工作台带硬度不够或工作带内宽;锭坯过长等原因引起。 5.划痕与凸棱;由于模具工作带有缺陷或有棱;模具空刀有尖棱、不光滑;工作台面有*、不清洁;锭坯中硬性夹杂物堵于模孔等原因引起。 6.尺寸不合格 ;由于模具设计错误或制造缺陷;修模不当;挤压时锭坯温升过高,挤压速度变化太大;锭坯长度计算不准确而不够定尺长度等原因引起。 7.成层 ;由于锭坯表面有油污、灰尘;锭坯表面质量不好,有较大的偏析瘤;在模子表面上留有残料;锭 坯本身有分层、气泡等原因引起。 8.缩尾 ;由于挤压残料留得太短,挤压垫片涂油或不干净,锭坯表面不清洁,制品切层长度不够,幕墙铝材定制,挤压终了时突然提高挤压速度等原因引起。 9.性能不合格 由于挤压温度过低,型材达不到淬火温度;人工时效制度不合适;仪表失控、炉温过高或过低;锭坯*不均匀,冷却风量不足等原因引起。 10.挤压横纹 由于模具设计不合理,相同部位的工作带不等长;挤压速度控制不当;挤压机运行不平稳等原因引起。

铝型材?的电解着色具有良好的装饰性,因此在各行各业都得到了很广泛的应用,在建筑铝型材?的影响铝型材?电解着色的因素有哪些?1、挤压工艺挤压工艺对铝型材?氧化着色的影响主要是模具设计、挤压温度、挤压速度、冷却方式等对挤出型材表面状态和*均匀性的影响。在生产的时候,模具设计应该使进料充分的揉合,否则就容易铝型材?表面出现亮或暗带缺陷,同一根型材上都可能出现分色的情况。同时,挤压时使用模具的状态及型材表面的挤压纹等方面也会影响氧化着色。2、阳*氧化对于铝型材?的电解着色而言,阳*氧化也对色差有着十分重要的影响,尤其是在立式氧化线生产过程中很容易出现两头色现象,这是在使用较深的立式氧化槽时,上下槽液容易产生温差,温度对阳*氧化有重要的影响,温度高,氧化槽液对氧化膜的溶解加剧,多孔型阳*氧化膜表面的孔径会加大,反之,多孔型阳*氧化膜表面的孔径较小,从而导致铝型材?的表面着色有色差。

浙江幕墙铝材-幕墙铝材生产厂家-佰亿(推荐商家)由天津佰亿铝业有限公司提供。天津佰亿铝业有限公司(www.bylyfgs*)为客户提供“幕墙型材,工业型材,苗圃大棚型材,铝合金型材,净化铝材”等业务,公司拥有“佰亿铝业”等品牌。专注于其它等行业,在天津 天津市 有一定*度。欢迎来电垂询,联系人:张经理。
该公司其他产品





江湖通产品
-
 SM 490A酸洗板
¥20.0元/千克
SM 490A酸洗板
¥20.0元/千克
-
 SK4M 酸洗板
¥20.0元/千克
SK4M 酸洗板
¥20.0元/千克
-
 HR 600F 热扎钢
¥20.0元/千克
HR 600F 热扎钢
¥20.0元/千克
-
 B400NQR1热扎钢
¥20.0元/千克
B400NQR1热扎钢
¥20.0元/千克
-
 铁路地铁预埋槽道52/34用托臂支架_管廊托臂_可加工定制
¥50.0元/件
铁路地铁预埋槽道52/34用托臂支架_管廊托臂_可加工定制
¥50.0元/件





