焊接车间不锈钢通风管道制作流程上海怡帆通风系统工程
第一枪帮您来“拼单”,更多低价等你来!焊接车间不锈钢通风管道制作流程上海怡帆通风系统工程
- 名称上海怡帆机电工程有限公司 【公司网站】
- 所在地中国 上海 宝山
- 联系人 王女士
- 价格 ¥1000元/件 点此议价
- 采购量 10件
- 发布日期 2017-11-09 14:55 至 长期有效
焊接车间不锈钢通风管道制作流程上海怡帆通风系统工程产品详情
- 材质:不锈钢
- 品牌:其他
- 加工定制:是
- 类型:其他
- 截面形状:圆形风管
- 型号:YIFAN
焊接车间不锈钢通风管道制作流程上海怡帆通风系统工程
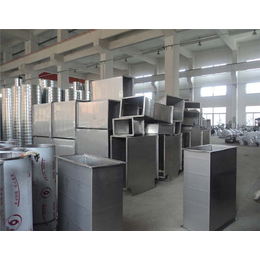
常用的风管材质有不锈钢、镀锌板、黑铁板。其中不锈钢风管制作工艺要求高,制作流程相对比较繁琐。食品厂通风工程、电子厂通风工程、化工厂通风工程中选用不锈钢风管****多,因为考虑防腐、美观等因素。首先选择不锈钢厂家,怡帆机电不锈钢风管材质低标准SUS304,厚度从0.5-4mm之间,根据用途和管道压力设计风管厚度也不一样。

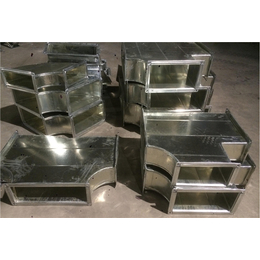
1 制定方案、施工准备:熟悉图纸、规范等技术资料,编制并*方案会审。确定不锈钢风管横向连接时采用翻边对接焊,翻边尺寸为15mm,确定不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和直角形加固相结合的方法。

2 钢板裁剪下料:依据所进不锈钢卷板的宽度一般为1210mm,考虑到运输及现场下料的可操作性,根据风管规格,将钢板分成两段下料。如1000 mm×800 mm的风管,风管周长为3600mm,下料成两块尺寸为1800 mm×1210 mm的板材。
3 翻边、折方:按照15mm的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折出,翻边之后风管每节的长度为(1210-150×2)mm = 1180mm,然后再按照风管边长折方。
4 角钢下料、加固框预制:确定风管加固框所使用的角钢规格为∠30×30×3。按照风管的规格尺寸,对不锈钢角钢下料,电焊焊接。
5 风管组对、套加固框:下好料后将两块不锈钢板组对好,在焊接之前将已经制作好的加固框套在组对好的风管上。
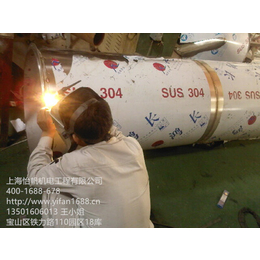
6 风管纵向焊接成型:为了是不锈钢风管焊缝均匀地受热和冷却,以减少变形,焊接时从中间往两头逆向分段施焊;组对时先将风管点焊,用夹具将其固定后再进行焊接,焊接时形成的高温,在冷却过程中所产生的收缩变形由夹具克服,达到****变形的目的。
快动动你的手指,关注怡帆机电,联系怡帆机电!400-1688-678
该公司其他产品
-
上海新风系统|新风系统管道安装|怡帆机电
面议 -

有机废气处理设备喷淋塔工艺原理上海怡帆机电
¥10000.0元/套 -
餐饮厨房油烟通风系统设计方案上海怡帆通风设备
¥1000.0元/件 -

低温等离子废气处理怡帆机电
¥10000.0元/套 -

地铁排烟系统地铁排风通风系统工程公司怡帆机电
¥500.0元/件