孔加工工厂-宜春孔加工- 无锡钻杰机械公司
第一枪帮您来“拼单”,更多低价等你来!孔加工工厂-宜春孔加工- 无锡钻杰机械公司

- 名称无锡钻杰机械有限公司 【公司网站】
- 所在地中国
- 联系人 邹总
- 价格 面议 点此议价
- 采购量 不限制
- 发布日期 2020-05-24 12:51 至 长期有效
孔加工工厂-宜春孔加工- 无锡钻杰机械公司产品详情





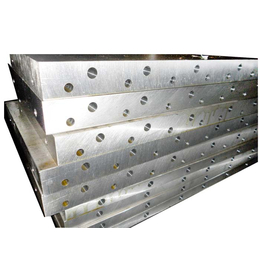
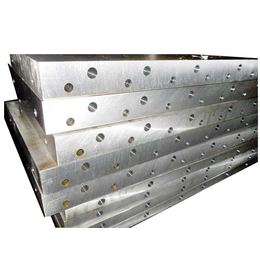
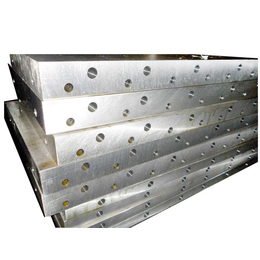
在机械加工中,孔加工约占其加工总量的1/3 。孔加工是半封闭式切削 ,排屑、热量传散、切削液冷却都困难,特别孔深加工难度更大。
孔的定义与分类,孔加工工厂,*标准GB1800—1979的规定:孔主要指圆柱形的内表面。孔通如下方法分类:
1)形状分。有圆柱孔、圆锥孔、鼓形孔、多边形孔、花键孔和其它异形孔以及特形孔(如弯曲孔)等。其中,以圆柱孔使用*为广泛。
2)形态分。有通孔及盲孔(不通孔);深孔(指孔的深度L与孔径D之比超过5的孔,L/D简称深径比或长径比;L/D=5~20属一般深孔,L/D﹥20~30属中等深孔,L/D﹥30~100称为特殊深孔)及浅孔。
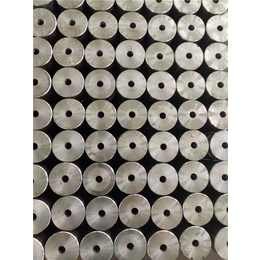
3)孔径的大小分。有大孔(D﹥100mm)、普通孔(D=10~100mm)、小孔(D=1~10mm)和微孔(D<1mm的孔)。

拉孔有三种不同的拉削方式,分述如下:
(1)分层式拉削这种拉削方式的特点是拉刀将工件加工余量一层一层顺序地切除。为了便于断屑,刀齿上磨有相互交错的分屑槽。按分层式拉削方式设计的的拉刀称为普通拉刀。
(2)分块式拉削这种拉削方式的特点是加工表面的每一层金属是由一组尺寸基本相同但刀齿相互交错的刀齿(通常每组由2-3个刀齿组成)切除的。每个刀齿仅切去一层金属的一部分。按分块拉削方式设计的拉刀称为轮切式拉刀。
(3)综合式拉削这种方式集中了分层及分块式拉削的优点,粗切齿部分采用分块式拉削,精切齿部分采用分层式拉削。这样既可缩短拉刀长度,提高生产率,又能获得较好的表面质量。按综合拉削方式设计的拉刀称为综合式拉刀。

铰孔
铰孔是孔的精加工方法之一,在生产中应用很广。对于较小的孔,孔加工定制,相对于内圆磨削及精镗而言,铰孔是一种较为经济实用的加工方法。
1.铰刀
铰刀一般分为手用铰刀及机用铰刀两种。手用铰刀柄部为直柄,工作部分较长,导向作用较好,手用铰刀有整体式和外径可调整式两种结构。机用铰刀有带柄的和套式的两种结构。铰刀不仅可加工圆形孔,也可用锥度铰刀加工锥孔。
2.铰孔工艺及其应用
铰孔余量对铰孔质量的影响很大,余量太大,铰刀的负荷大,宜春孔加工,切削刃很快被磨钝,不易获得光洁的加工表面,尺寸公差也不易保证;余量太小,不能去掉上工序留下的刀痕,自然也就没有改善孔加工质量的作用。一般粗铰余量取为0.35~0.15mm,精铰取为01.5~0.05mm。
为避免产生积屑瘤,铰孔通常采用较低的切削速度(高速钢铰刀加工钢和铸铁时,孔加工制造,vlt;8m/min)进行加工。进给量的取值与被加工孔径有关,孔径越大,进给量取值越大,高速钢铰刀加工钢和铸铁时进给量常取为0.3~1mm/r。
铰孔时必须用适当的切削液进行冷却、润滑和清洗,以防止产生积屑瘤并及时清除切屑。与磨孔和镗孔相比,铰孔生产率高,容易保证孔的精度;但铰孔不能校正孔轴线的位置误差,孔的位置精度应由前工序保证。铰孔不宜加工阶梯孔和盲孔。
铰孔尺寸精度一般为IT9~IT7级,表面粗糙度Ra一般为3.2~0.8。对于中等尺寸、精度要求较高的孔(例如IT7级精度孔),钻—扩—铰工艺是生产中常用的典型加工方案。
孔加工工厂-宜春孔加工- 无锡钻杰机械公司由无锡钻杰机械有限公司提供。无锡钻杰机械有限公司(www.wxzuanjie*)有实力,信誉好,在江苏 无锡 的行业*设备等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将促进无锡钻杰机械和您携手步入*,共创美好未来!

该公司其他产品


江湖通产品
-
 TWTR35滚丝机_全自动三轴液压滚花机_管类加工滚牙机
¥45000.0元/台
TWTR35滚丝机_全自动三轴液压滚花机_管类加工滚牙机
¥45000.0元/台
-
 台荣TWTR3T滚牙机_全自动滚牙机_两轮偏心套滚牙机
¥10000.0元/件
台荣TWTR3T滚牙机_全自动滚牙机_两轮偏心套滚牙机
¥10000.0元/件
-
 宁波台荣两轮TWTR3T自动滚丝机 产品花纹直纹螺纹滚丝机
¥10000.0元/件
宁波台荣两轮TWTR3T自动滚丝机 产品花纹直纹螺纹滚丝机
¥10000.0元/件
-
 加工三角螺纹 梯型纹 直纹网纹 斜纹 进口3T滚丝机与滚丝轮
¥9000.0元/台
加工三角螺纹 梯型纹 直纹网纹 斜纹 进口3T滚丝机与滚丝轮
¥9000.0元/台
-
 台荣厂家小型精密两轮螺纹实心RSF-3T滚丝机
¥10000.0元/台
台荣厂家小型精密两轮螺纹实心RSF-3T滚丝机
¥10000.0元/台