您是不是要采购
圆管模具加工-汇源冲孔机-方管模具
第一枪帮您来“拼单”,更多低价等你来!
圆管模具加工-汇源冲孔机-方管模具产品详情
查看全部其他切割设备机配件产品>>
圆管冲弧机模具:控制冲弧机模具凸模具的技巧是逐渐调整压机的滑块,减小机床的闭合高度,达到零件弯曲合格或尽量少的尺寸超差(偏大)高度状态。凹模关键是找准使尺寸偏大的槽,用精钢锉稍微修磨其折弯成形的一侧棱角或侧面(优先修磨凹形槽),*冲弧机模具尺寸弯曲回弹值,以减小该尺寸使其达到合格值。经过多次生产实践,圆管冲弧机模具之间的间隙配合工艺合理。结构新颖、技术成熟。可广泛推广。






圆管冲弧机模具架大小的选择1.模仁的长度近似等于模架宽度,并非相等,可大可小,看具体情况而定。模仁的宽度一般近似等于模架宽的2/3左右3.模仁长度比回针间距小20——30mm4.后模框框底厚度一般等于模架长度的1/10,尽量不小于这个值,方管模具,不小于25——305.前模框底厚度一般定为A板厚度的1/3,通常比后模框底小些,圆管模具加工,小不小于25——306.模仁底部距离B板底部的长度不得小于模仁长度的1/107.尽量采用标准模架。

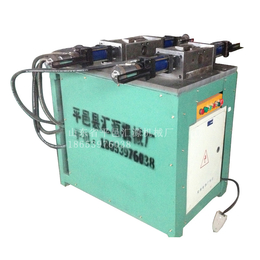
圆管冲弧机模具的零件是进行冲裁工作的零件,它是冲裁模的主要零件,圆管冲弧口模具,比如凸模、凹模就是工作零件,此零件的要求是刚度和强度要求很高,设计时要考虑其材料的问题,不锈钢冲弧模具,以及零件与固定零件的间隙要适当而且分布要均匀。这是保证冲裁件质量的关键。础零件是固定凸模与凹模,并使之与冲床相连接的零件。如圆管冲弧机模具上模部分的凸模固定板、垫板等等,这些零件的设计要考虑开的孔是螺纹孔还是销钉孔还是光孔以及开孔之间的间隙及配合问题。

圆管模具加工-汇源冲孔机-方管模具由平邑汇源机械厂提供。“圆管冲弧机,圆管冲孔机,冲弧机,冲孔机,自动冲孔机”就选平邑汇源机械厂(www.pyhyjxc*),公司位于:山东平邑县城南经济开发区,多年来,汇源机械坚持为客户提供好的服务,联系人:李辉。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。汇源机械期待成为您的长期合作伙伴!同时本公司(www.sdqzdckj*)还是从事全自动冲孔机,数控全自动冲孔机,不锈钢全自动冲孔机的厂家,欢迎来电咨询。
以上内容为圆管模具加工-汇源冲孔机-方管模具,本产品由平邑汇源机械厂直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品



江湖通产品
查看全部其他切割设备机配件产品>>