扭转弹簧-锐增精密弹簧厂家*-扭转弹簧订做
第一枪帮您来“拼单”,更多低价等你来!扭转弹簧-锐增精密弹簧厂家*-扭转弹簧订做

- 名称东莞市锐增实业有限公司 【公司网站】
- 所在地中国
- 联系人 胡女士
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2020-05-09 18:02 至 长期有效
扭转弹簧-锐增精密弹簧厂家*-扭转弹簧订做产品详情
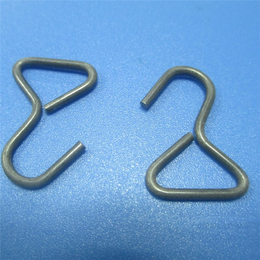
扭转弹簧小知识——锐增弹簧
东莞市锐增弹簧有限公司是扭簧,扭转弹簧,扭力弹簧,双扭转弹簧,筒灯扭转弹簧,美式筒灯弹簧异形弹簧,线成型弹簧,空调弹簧,火车铁轨弹簧等产品**生产的公司,拥有完整、科学的质量管理体系。 东莞锐增是**定做扭转弹簧异形弹簧的厂家,设计-生产-销售为一体,公司有多台全能弹簧机,可以满足0.2-5.0mm线径的多种弹簧定做需求,拥有*的无凸轮无摇臂设计,由多组伺服马达*控制的CNC电脑弹簧机。(调机速度比传统凸轮机快50%以上,生产速度快、***、运行稳定;对于高难度、多折位弹簧,全部一次性成形,无需另外加工)。
扭转弹簧的端部加工
端部磨削加工的作用:
1.提供支承平面,保证弹簧工作位置的稳定性。
2.减轻弹簧的屈曲现象。
提升端圈对弹簧轴线的垂直度以及两端面的平行度。
有效地降低了弹簧的自由高度和压并高度,减少弹簧的安装空间。

扭转弹簧厂家介绍,通常性况下,压缩弹簧的磨面角为270°或磨削的圆弧长度不少于3/4圈。
磨削后弹簧端部厚度应在(0.25~0.3)d(料径)之间。
端部磨削后的粗糙度一般为3.2左右
扭转弹簧的端部加工有两种:
1.手工磨削:一般为干磨,它是由人工或借助简单工装,在砂轮机上由操作者经验来磨削弹簧。
2.车削:一般在车床上,采用简单工装,在车床上用车刀来车削弹簧
扭转弹簧的端部加工一般是在弹簧卷制后,钳台上用简单工装和*辅具手工加工成形。

欢迎需要扭转弹簧的朋友,直接拨打图片中的咨询电话与锐增弹簧联系,谢谢!
弹簧的强化工艺技能——锐增弹簧
1.弹簧的热处置强化工艺技能
1)维护气氛热处置。在我国,线材小于15mm的弹簧、油淬火回火钢丝及韧化处置钢的热处置都选用了维护气氛热处置。维护气氛热处置能够消除外表脱碳和氧化,进步资料的外表质量。
2)感应加热或维护气氛感应加热热处置。这项工艺通常在螺旋弹簧成形前的线材上进行,有些弹簧工厂把线资料热处置和弹簧制造放在一同以降低成本。感应加热处置具有较好的强化作用,感应加热速度快,有助细化晶粒和削减外表脱碳,能够充分发挥和进步资料的强度和耐性。
3)外表氮化热处置工艺技能。这些年,高应力气门弹簧或其他高应力离合器弹簧为了到达牢靠的疲惫寿数,也选用外表氮化工艺技能,如今比拟**的工艺是低温气体氮化技能,通常氮化温度为(450~470)℃,气体氮化时刻为(5~20)h。

2.弹簧的喷丸强化工艺
1)组合喷丸工艺技能。组合喷丸,通常也称屡次喷丸工艺。大多数经济的工艺是选用二次喷丸。经过选用不一样直径的丸粒喷丸来完成。**次选用较大丸粒来取得剩余压应力和外表光洁度。
2)应力喷丸工艺。应力喷丸工艺也是一项比拟经典的喷丸工艺,仅仅因为难以使用于大批量出产,但这些年因为应力喷丸设备的疾速开展,在高应力汽车悬架弹簧大批量出产中得到了较大开展。特别是应力强化喷丸与其他喷丸工艺的组合使用具有很好的强化作用。应力喷丸的预应力通常设定在(700~800)MPa,经应力抛丸后,剩余应力的峰值能够到达(1200~1500)MPa,然后得到高的*疲惫强度。
3)弹簧的热强压工艺热强压工艺首要使用在需求高的*永世变形量的螺旋弹簧上,是作为*的防永世变形的安稳化处置工艺。热强压工艺除能够明显进步*永世变形外,还能够进步疲惫寿数。
欢迎需要扭转弹簧的朋友,直接拨打图片中的咨询电话与锐增弹簧联系,谢谢!
扭转弹簧的热处理——锐增弹簧
扭簧可以用热处理来强化扭簧的工艺技术:
1)保护气氛热处理。在我国,线材小于15mm的扭簧、油淬火回火钢丝及韧化处理钢的热处理都采用了保护气氛热处理。保护气氛热处理能够消除表面脱碳和氧化,提高材料的表面质量。
2)感应加热或保护气氛感应加热热处理。这项工艺一般在螺旋扭簧成形前的线材上进行,有些扭簧工厂把线材料热处理和扭簧制作放在一起以降低成本。感应加热处理具有较好的强化效果,感应加热速度快,有助细化晶粒和减少表面脱碳,可以充分发挥和提高材料的强度和韧性。
3)表面氮化热处理工艺技术。近年来,高应力气门扭簧或其他高应力离合器扭簧为了达到可靠的疲劳寿命,也采用表面氮化工艺技术,现在比较**的工艺是低温气体氮化技术,一般氮化温度为(450~470)℃,气体氮化时间为(5~20)h。

欢迎需要扭转弹簧的朋友,直接拨打图片中的咨询电话与锐增弹簧联系,谢谢!
扭转弹簧-锐增精密弹簧厂家*-扭转弹簧哪家好由东莞市锐增实业有限公司提供。“精密弹簧,扭转弹簧,压缩弹簧,异形弹簧,拉伸弹簧”就选东莞市锐增实业有限公司(www.rzth66*),公司位于:东莞市东城区峡口沙岭西路恒吉昌产业园,多年来,锐增精密弹簧坚持为客户提供好的服务,联系人:胡女士。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。锐增精密弹簧期待成为您的长期合作伙伴!
该公司其他产品




江湖通产品
-
 50CrVA弹簧钢
¥12.0元/件
50CrVA弹簧钢
¥12.0元/件
-
 55CrMnA弹簧钢
¥15.0元/件
55CrMnA弹簧钢
¥15.0元/件
-
 60si2mn弹簧钢
¥15.0元/件
60si2mn弹簧钢
¥15.0元/件





