余姚模具培训-余姚学塑料模具设计-舜龙模具培训一对一
第一枪帮您来“拼单”,更多低价等你来!余姚模具培训-余姚学塑料模具设计-舜龙模具培训一对一

- 名称余姚中正教育科技有限公司 【公司网站】
- 所在地中国
- 联系人 王先生
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2019-10-25 20:28 至 长期有效
余姚模具培训-余姚学塑料模具设计-舜龙模具培训一对一产品详情
- 品牌:余姚舜龙模具培训
余姚模具培训-余姚学塑料模具设计就到舜龙模具培训一对一
余姚舜龙模具培训由老工程师全程跟进辅导,及时地解决学生上课及上机实训过程中的学术疑难问题,注重学员的实际动手操作能力,学习效果有保障。一对一教学,随到随学,学精通为止!这期不会,下期继续学学,不再收取任何费用。
余姚培训:186.O686.895O
技术咨询:188,8866,8OO6
V.信.号:186.O686.895O
Q:74O.945.8OO

余姚舜龙模具培训开设:余姚模具设计培训、余姚产品设计培训、余姚数控编程培训、余姚造型编程分模培训、余姚加工中心编程培训、余姚高速机编程培训、余姚雕刻机编程培训、余姚数控车床编程培训、余姚UG培训、余姚PowerMill培训、余姚PROE培训、余姚CimatronE培训、余姚SolidWorks培训、余姚CATIA培训。
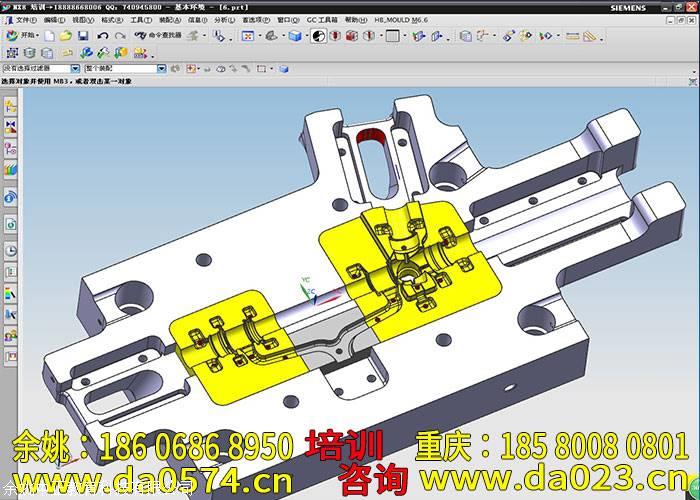
一、多任务位拉伸摸的结构设计:多任务位拉伸模。从左向右数,工序1为落料模,整个模具置于送料夹钳上,落料完成以后由推杆将其顶下,使落料片下落,并被夹头接住,传到下一道工序。余姚;由于周围空间面积较小,因而采用固定导板式落料模结构。为延长模具寿命,凸模、凹漠均由硬质合金制成,镶拼在各自的固定座上。

第2工序为初拉伸,模具结构的特点是:凸、凹模圆角半径及间隙较大。毛坯被送到此H位,由弹压板压住后进行拉伸。余姚模具培训-余姚学塑料模具设计就到舜龙模具培训。由于该道拉伸变形量较大,因此弹压板应有足够的压边力。模具技能培训;在毛坯被拉伸为半成品后,被凸模带上去,并由内顶扦和弹压扳将其卸下。
由夹头传到下一、二位。这道拉伸是直接由圆形毛坯向扁圆形拉伸过渡,变形量大,因此采用自由拉伸,使多条材料可以尽量拉入制件的筒形部分。第3、第4工序仍是拉伸,将制件尺寸基本上按变形量分配,拉伸至成品尺寸。为了件各尺寸得到控制,拉伸也是在压料板压牢“*”的状态下进行的。余姚模具培训

第5工序的目的是底部压筋*,将上工序送来的纯扁圆形筒形件拉伸成四角有较大圆角半径和扃圆及平面相接,而底面圆角半径较小,且有二条加强筋,以保证制件的平面度和垂直度。余姚;模具结构和第3、第4相同。余姚模具培训-余姚学塑料模具设计就到舜龙模具培训。
为了控制制件尺寸,第4工序将周边尺寸做得比成品尺寸小O.Olmm,而由第5道工序将它胀形撑回来。至于制件的形状,由于第4、第5工序采用负间隙(和第2、第3工序不一样),所以形位公差可以得到保证。
第6工序为切边工序。为了保证制件的形状不会在切边时被压坏或变形,在制件的内外均釆用严格的*装置。在上模,为了使*装置在切边后不至紧包制件,在*装置内又装了弹顶装置;余姚模具培训-余姚学塑料模具设计就到舜龙模具培训。在下模,为了使切边后制件不留在凹模内,除有凹模顶件装置外,在顶件装置内又装了弹压顶杆装置。此外,在上模还安装了废料切刀,将切边废料剖开,使其不套在凸模上。
该公司其他产品


江湖通产品
-
 电子商务培训 安福IT培训 职业中学
¥2000.0元/个
电子商务培训 安福IT培训 职业中学
¥2000.0元/个





