直缝自动焊机-直缝自动焊机报价-旭航机械(****商家)
第一枪帮您来“拼单”,更多低价等你来!直缝自动焊机-直缝自动焊机报价-旭航机械(****商家)

- 名称高密市旭航机械科技有限公司 【公司网站】
- 所在地中国
- 联系人 乔总
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-09-29 07:33 至 长期有效
直缝自动焊机-直缝自动焊机报价-旭航机械(****商家)产品详情





环缝自动焊机的焊接热源(二)
(3)等离子弧焊
等离子弧焊是一种不熔化****气体保护电弧焊,它是利用电****和工件之间的压缩电弧实行焊接的,所用电****通常是钨****。产生等离子弧的等离子气可用氮气、氦气或其中两者的混合气。同时还通过喷嘴用惰尾气体保护,焊接时可以选择是否填充金属.(送丝)
等离子弧焊接时,由于其电弧挺直,能量密度大,因而电弧穿透能力强。等离子焊接可产生小孔效应,因此对于一定范围内厚度的大多数金属可以进行不开坡口焊接,并能保证熔透和焊缝均匀一致。因此,等离子焊接的生产*,焊缝质量好,但等离子弧焊设备比较复杂,对焊接工艺及参数控制要求较高(我司在这方面有自己的核心特长),对于1mm以下的****薄板焊接,用微束等离子较易进行焊接。
(4)熔化****气体保护焊
这种焊接方法是利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬喷嘴喷出的气体来保护电弧进行焊接的.
熔化****气体通常用的气体有氦气,co2,氧气或这些气体的混合气。以和氦气作为保护气体时简称为MIG焊,活性气体(co2、氧)或活性气体与惰性气混合气作保护气时简称为MAG焊
熔化****气体保护焊的主要优点是可以方面地进行种位置的焊接,同时具有焊接速度较快,熔敷率较高等优点。

自动焊机有几种分类
自动焊机是建立在电动机控制技术、PLC控制技术及数控制技术等基础上的一种自动焊接机器。
自动焊机主要由工件自动上下料机构,工件工位自动转换机构,工件自动装夹机构,以及工件焊接过程自动化系统等组成。
自动焊接专机的分类
1、开环控制型自动焊接专机
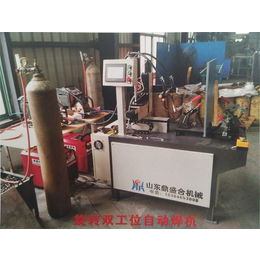
该类焊接专机的控制系统一般采用开环控制,即采用控制系统预先设置参数,由执行元件按控制程序顺序执行。这类设备结构简单,技术要求和成本相对较低,所以得到了大量的使用。 由于在焊接过程中,焊接参数的波动不能进行闭环的反馈控制,焊接机头或焊接工件的运动只能按照预先的规定路径或轨迹进行,不能够随着工件焊缝的变化而变化,因此,在使用过程中,应保证工件的一致性和焊缝的配合精度,才能达到****焊接效率和产品焊接质量的可靠性。如右图即是为大型电机的机座焊接设计的电机座自动焊接专机,可以预先设置焊接长度,电机座总共四个面,可以在焊接完成一面的两条直线焊缝的焊接后,自动旋转90度,然后依次焊接第二个面的直缝,依此类推,按程序焊接其余面的直线焊缝。类似这类设备,需要预先设置焊枪直线运动的长度,焊接速度。焊接完一面后,直缝自动焊机,还要设置每次转动的角度和速度,由于开环控制,因此需要工件的每一面的角度都非常精s确,否则就无法自动完成全部焊接工作。
2、自适应控制自动化焊接专机
该类专机是一种自动化程度较高的焊接设备。它配备传感器和电子检测线路,对焊缝的轨迹自动导向和跟踪,有的设备还可以对焊接参数如焊接电流、焊接电压、焊接速度等实现闭环控制,整个焊接过程按预先设置的程序和工艺参数自动完成。比如,大一点的筒体或管类零件,如右图所示, 要保证工件的一致性和达到很高的配合精度是非常困难的,直缝自动焊机报价,需要花费更大的成本。该焊接专机采用了弧长跟踪和焊枪摆动器。由于工件表面的凹凸不平,需要焊枪随着工件表面的高低不平,需要进行上下运动,以保持焊枪与工件表面的距离一致,从而保证电弧的稳定性。同时可以自动实现多层焊接。若焊接两层,当焊接完一周后,跟踪a器检测到表面高度增加,则可以自动将焊枪****。
3、智能化自动焊接设备
它利用各类传感元件,如视觉传感器、触角传感器、光敏传感器等,并借助计算机软件系统、数据库、*系统而具有识别、判断、实时检测、运算、自动编程、焊接参数调用等,操作人员只需在人机界面上输入材料的牌号、板厚、坡口形式、焊丝牌号和直径、焊剂或保护气体种类等,焊接工艺参数自动生成或调用相应参数。即可完成全自动焊接。由于这类设备成本非常高,实际影响焊接质量的因素很多,比如气体的纯度,流量,焊接电流,电压,电源输入的波动,工件的水汽或锈蚀、焊缝的宽窄,焊缝的高低等等,所以很难*完成智能化焊接,在实际生产中很少用到。
焊接工艺三大类及其焊接方法
焊接的分类方法很多,按其过程特点不同,山东直缝自动焊机,可分为熔焊、压焊和钎焊三大类:
1.熔焊
熔焊是熔化焊的简称,它是将两个焊件的连接部位加热至熔化状态,加入(或不加入)填充金属,在不加压力的情况下,使其冷却凝固成一体,从而完成焊接的方法。气焊、焊条电弧焊、埋弧焊、CO:气体保护焊、氨弧焊(钨****弧焊、熔化****弧焊)、电渣焊、电子束焊、激光焊、等离子弧焊等焊接方法都属于熔化焊。熔焊焊接时,两个焊件和焊条、焊丝等填充金属共同形成焊接区域,通过氧一乙d炔燃烧热、电弧热、电阻热、电子束流动能转化成的热能等各种热源加热熔化,形成高热的熔池。熔池在熔渣、埋弧焊焊剂、CO2气体、氨气及各种保护气体等的保护下,原子充分地扩散结合,熔池逐渐冷却凝固,形成的完整牢固的焊缝。
2.压焊
压焊是通过对焊件施加压力,使两个焊件结合的焊接方法。这类焊接有两种方式:一种是将被焊金属的接触部分加热至塑性状态或熔化状态,然后再施加压力,以实现金属原子间的结合,形成牢固的接头,如电阻焊、摩擦焊等;另一种是不进行加热,仅通过施加足够的压力,使两个焊件接触部位的原子相互接近,而获得牢固的焊接接头,如冷压焊、爆s炸焊等。
3.钎焊
钎焊是焊件在不熔化的状态下,将熔点较低的钎料金属加热至熔化状态,并使之填充到焊件的间隙中,与被焊金属相互扩散,达到金属间结合的焊接方法。按所使用的钎料不同,钎焊可分为锡焊、铜焊、银焊等;按加热钎料方式不同,直缝自动焊机价格,钎焊又可分为火焰钎焊、烙铁钎焊、炉中钎焊和高频钎焊等。
在三类焊接方法中,应用多的是熔焊。压焊中的电阻焊,在汽车制造业中应用十分广泛。钎焊在电子元器件生产领域的应用广泛。
直缝自动焊机-直缝自动焊机报价-旭航机械(****商家)由高密市旭航机械科技有限公司提供。高密市旭航机械科技有限公司(www.gmxuhang*)是山东 潍坊 ,机械加工的*,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,满足客户需求。在旭航机械*携全体员工热情欢迎各界人士垂询洽谈,共创旭航机械更加美好的未来。同时本公司(www.gmxuhang.cn)还是从事自动焊,环缝自动焊机,自缝自动焊机的厂家,欢迎来电咨询。