uv喷涂产品-uv喷涂-鸿博纳米
第一枪帮您来“拼单”,更多低价等你来!uv喷涂产品-uv喷涂-鸿博纳米

- 名称 东莞市深盛塑料制品有限公司 【公司网站】
- 所在地中国
- 联系人 张先生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-09-19 12:38 至 长期有效
uv喷涂产品-uv喷涂-鸿博纳米产品详情







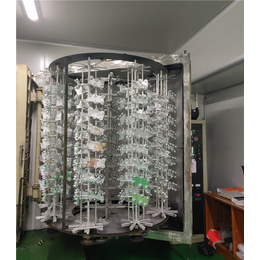
蒸腾镀膜设备在塑料外表经过PVD技能镀铝,可以使塑料外表金属化,然后喷上各种色彩,前后需求进行UV的处理,以下是UV镀膜出产工艺的流程及参数:
di一步:查看线体,承认各体系(除尘、喷枪、压缩空气、红外加热和UV固化)运转正常;
第二步:清洁基材外表,去除油污(用干净无尘布蘸白电油或异bing醇擦拭外表,并当即枯燥);
第三步:基材静电除尘;
第四步:喷涂底漆,膜厚:10~30微米,可根据详细基材和请求调整;
第五步:在30℃~70℃的红外环境xia贱平5~15分钟;
第六步:UV固化,uv喷涂设备,*能量:600~1200mJ/cm2;
第七步:下线,稍冷却,真空镀膜(铟、铟-锡、铝等);
第八步:镀膜结束静置冷却(通常≥5分钟,****长不超越4小时),再上中漆线体,或直接上面漆线体;
第九步:喷涂中漆,膜厚:4~12微米,可根据需求添加色浆;
第十步:在30℃~70℃的红外环境xia贱平5~15分钟;
第十一步:UV固化,*能量:300~800mJ/cm2;
第十二步:喷涂面漆,膜厚:10~30微米,可根据需求添加色浆或哑浆;
第十三步:在30℃~70℃的红外环境xia贱平5~15分钟;
第十四步:UV固化,*能量:800~1500mJ/cm2(色彩越深,所需能量越高);
****终:下线检查。
uv喷涂
金属表面电泳涂装工艺流程及方法
(1)一般金属表面的电泳涂装,其工艺流程为:
预清理→上线→除油→水洗→除锈→水洗→中和→水洗→磷化→水洗→钝化→电泳涂装→槽上清洗→超滤水洗→烘干→下线。
(2)被涂物的底材及前处理对电泳涂膜有****大影响。铸件一般采用喷砂或喷丸进行除锈,前棉纱清除工件表面的灰尘,用80#~120#砂纸清除表面残留的钢丸等杂物。钢铁表面采用除油和除锈处理,对表面要求高时,进行磷化和钝化表面处理。黑色金属工件在阳****电泳前必须进行磷化处理,否则漆膜的耐腐蚀性能较差。磷化处理时,一般选用锌盐磷化膜,厚度约1~2um,要求磷化膜结晶细而均匀。
(3)在过滤系统中,一般采用*过滤,过滤器为网袋式结构,孔径为25~75um。电泳涂料通过立式泵输送到过滤器进行过滤。从综合更换周期和漆膜质量等因素考虑,孔径50um的过滤袋*佳,它不但能满足漆膜的质量要求,而且解决了过滤袋的堵塞问题。
(4)电泳涂装的循环系统循环量的大小,直接影响着槽液的稳定性和漆膜的质量。加大循环量,槽液的沉淀和气泡减少;但槽液老化加快,能源消耗增加,槽液的稳定性变差。将槽液的循环次数控制在6~8次/h较为理想,不但保证漆膜质量,而且确保槽液的稳定运行。
(5)随着生产时间的延长,阳****隔膜的阻*会增加,有效的工作电压下降。因此,生产中应根据电压的损失情况,逐步调高电源的工作电压,以补偿阳****隔膜的电压降。
(6)超滤系统控制工件带人的杂质离子的浓度,保证涂装质量。在此系统的运行中应注意,系统一经运行后应连续运行,严禁间断运行,uv喷涂产品,以防超滤膜干粘。干桔后的树脂和颜料附着在超滤膜上,无法*清洗,将严重影响超滤膜的透水率和使用寿命。超滤膜的出水率随运行时间而呈下降趋势,连续工作30~40天应清洗一次,以保证超滤浸洗和冲洗所需的超滤水。
(7)电泳涂装法适用于大量流水线的生产工艺。电泳槽液的更新周期应在3个月以内。以一年产30万份钢圈的电泳生产线为例,对槽液的科学管理****为重要,对槽液的各种参数定期进行检测,uv喷涂加工,并根据检测结果对槽液进行调整和更新。一般按如下频率测量槽液的参数:
电泳漆、超滤液及超滤清洗液、阴(阳)****液、循环洗液、去离子清洗液的PH值、固体含量和电导率每天1次;颜基比、有ji溶剂含量、试验室小槽试验每周2次。
(8)对漆膜质量的管理,应经常检查涂膜的均一性和膜厚,外观不应有*、流挂、橘皮、*等现象,定期检查涂膜的附着力、耐腐蚀性能等物理化学指标。检验周期按生产厂家的检验标准,一般每个批次都需检测。电泳施工中常见漆膜缺陷及****办法
虽然电泳涂装是大量操作变量的动态平衡,操作人员不时地对电泳涂装工艺的控制参数进行监控和调整,就可以获得良好的外观、膜厚和物理特性。因此,当检测出漆膜缺陷时,uv喷涂,就应对它进行一系列准确、可靠的分析,然后及时提出解决办法。
UV喷涂透明底漆产品的性能:
1、漆膜通明度、丰满度高,*缩孔、流平性好。
2、UV喷涂通明底PVC底材*标准产品,固化速度快,施工方便快捷。
3、漆膜硬度高,附着力强,易于打磨。
UV喷涂通明底漆的性能指标:
1、硬度:H-2H
2、附着力:≤2级
3、粘度:500-1000mpa.s
4、固化速度:2灯1次,10m/min
UV喷涂透明底漆运用方法:
1、调油配比:油漆:UV*稀释剂=100:20-30
2、喷涂施工,涂布量(湿膜)100-120g/m2。
3、加暖流平线放置4~5分钟/UV光固化(gt;1500mJ/cm2)
uv喷涂产品-uv喷涂-鸿博纳米由 东莞市深盛塑料制品有限公司提供。“加工、产销:手机外壳、化妆品外壳、五金制品、电子产品”就选 东莞市深盛塑料制品有限公司(www.e.tz1288*),公司位于:东莞市清溪镇重河村委会河板桥工业区,多年来,深盛塑料制品坚持为客户提供好的服务,联系人:张先生。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。深盛塑料制品期待成为您的长期合作伙伴!
该公司其他产品




江湖通产品
-
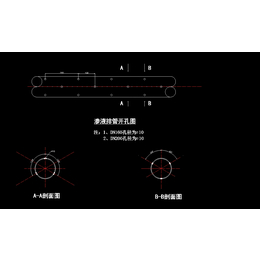 PE穿孔管在污水处理厂的*环保应用
¥123.0元/件
PE穿孔管在污水处理厂的*环保应用
¥123.0元/件