精密模架生产厂家-苏州模架-苏州科裕精密机械(查看)
第一枪帮您来“拼单”,更多低价等你来!精密模架生产厂家-苏州模架-苏州科裕精密机械(查看)

- 名称苏州科裕精密机械有限公司 【公司网站】
- 所在地中国
- 联系人 叶经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-10-09 07:21 至 长期有效
精密模架生产厂家-苏州模架-苏州科裕精密机械(查看)产品详情
冲压模具按照工艺性质分:冲裁模、弯曲模、拉伸模、成型模、铆合模
1、冲裁模:沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
2、弯曲模:使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。
3、拉深模:是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。
4、成形模:是将毛坯或半成品工件按图凸、凹模的形状直接*成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整型模等。
5、铆合模:是借用外力使参与的零件按照一定的顺序和方式连接或搭接在一起,进而形成一个整体。

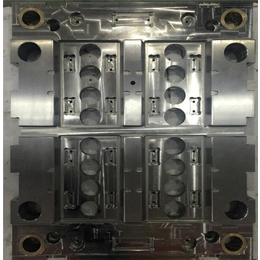
注塑模具的结构形式和加工质量直接影响塑件制品质量和生产效率。模具生产过程中各种故障非常多,常见的故障的解决方案。
顶杆弯曲,断裂或者漏料:自制的顶杆质量较好,就是加工成本太高,现在通常选用标准件,质量一般。顶杆与孔的间隙如果太大,则出现漏料,但如果间隙太小,苏州模架,在注射时由于模温升高,顶杆膨胀而卡死。更危险的是,有时顶杆被顶出一般距离就顶不动而折断,结果在下一次合模时这段露出的顶杆不能复位而撞坏凹模。为了解决这个问题,顶杆重新修磨,精密模架生产,在顶杆前端保留10~15毫米的配合段,中间部分磨小0.2毫米。所有顶杆在装配后,都必须严格检查起配合间隙,一般在0.05~0.08毫米内,精密模架生产厂家,要保证整个顶出机构能进退自如。
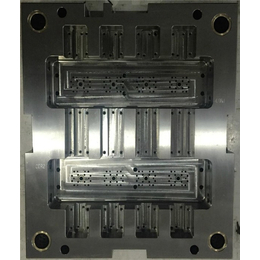
注塑模具的结构形式和加工质量直接影响塑件制品质量和生产效率。模具生产过程中各种故障非常多,精密模架,常见的故障的解决方案。
冷却不良或水道漏水:注塑模具的冷却效果直接影响制品的质量和生产效率,如冷却不良,制品收缩大,或收缩不均匀而出现翘面变形等缺陷。另一方面模整体或局部过热,使模具不能正常成型而停产,严重者使顶杆等活动件热胀卡死而损坏。冷却系统的设计,加工以产品形状而定,不要因为模具结构复杂或加工困难而省去这个系统,特别是大中型模具一定要充分考虑冷却问题。

精密模架生产厂家-苏州模架-苏州科裕精密机械(查看)由苏州科裕精密机械有限公司提供。苏州科裕精密机械有限公司(www.keyumould*)在模具标准件这一领域倾注了无限的热忱和热情,科裕精密一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创*。相关业务欢迎垂询,联系人:叶经理。