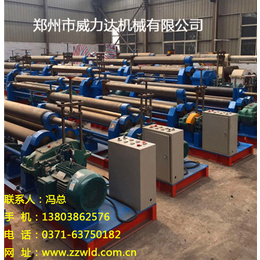
湖州大型液压弯管机-长治首钢
第一枪帮您来“拼单”,更多低价等你来!湖州大型液压弯管机-长治首钢

- 名称长治钢铁(集团)锻压机械制造有限公司 【公司网站】
- 所在地中国
- 联系人 马经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-07-29 18:49 至 长期有效
湖州大型液压弯管机-长治首钢产品详情
1.管型规整化
大型液压弯管机设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180。的圆弧。过大的圆弧不但使工装笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,****大地妨碍了机械化、自动化生产,使操作者难以摆脱笨重的体力劳动;大于180。的圆弧使弯管机无法卸模。
2.弯曲半径标准化
大型液压弯管机半径要尽量实现“一管一模”和“多管一模”。对于一根管子来说,无论有几个弯,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”,就是同一直径规格的管子应尽量采用同一种弯曲半径,也就是使用同一套模块弯制不同形状的管形,这样才有利于减少模块数量。






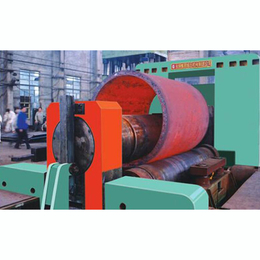
比例换向阀在弯曲机中起着关键作用,与大型液压弯管机装置一起决定了上弯梁的运动方向、速度、同步精度和*精度。目前的控制块系列采用集成电子放大器比例换向阀,数控可直接控制阀门。背压元件符合客户要求,无泄漏类型。总之,减压曲线不太陡,需要平滑的流动。通过比例换向阀,实现了整个过程的优化。这种样式有三个控制阀块。在液压缸上直接安装两种内板液体填充阀的主控制阀块,实现了主控制块与液压缸之间的非管道连接。主控制阀块主要由比例方向阀、换向阀、位置监控和背压插件组成。

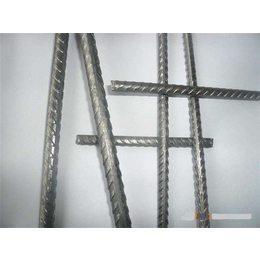
大型液压弯管机应该如何改进:因无缝管直径规格较多,弯管R尺寸较多,故每次直径有变化,R尺寸就有变化,必须更换弯管模具,每次更换都很麻烦,不仅要制造许多模具,还要每次调整。我们都知道弯管机是要求压出不同形态的管材,而管材对于不同形状的要求就需要弯管机具有匹配各种管材的磨具。
大型液压弯管机使用方法与R形夹模基本相同,因其结构有变化,应用时与R形夹模有区别,需要注意的工艺方法如下:导模与夹模的v形尺寸应统一,便于观察与调整模具。经过改进一年可节约了近20种模具,减少了调整时间,取得了明显的经济效益。导模形状与夹模差不多,长度长一些。用v形夹模夹紧时,夹模与轮模有时有间隙,间隙的大小与管子直径大小有关,当管子直径为φ10mm时。随着管子直径的增加间隙逐渐*,但不影响装夹与加工。如遇到大于φ18mm管子时,要更换v形夹模、轮模与导模。与v形夹模不同,如用R形夹模装夹,夹模与轮模之间的间隙是没有变化的。