同三塑机-单壁波纹管设备-PE单壁波纹管设备
第一枪帮您来“拼单”,更多低价等你来!同三塑机-单壁波纹管设备-PE单壁波纹管设备
- 名称青岛同三塑料机械有限公司 【公司网站】
- 所在地中国
- 联系人 赵经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-09-23 12:30 至 长期有效
同三塑机-单壁波纹管设备-PE单壁波纹管设备产品详情
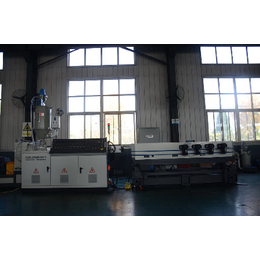
PVC单壁波纹管与PVC普通管材生产技术的主要区别在于其挤出圆环形断面的管坯后,趁热在波纹型吹塑模具内成型为波纹管,pe单壁波纹管设备,详见后述之工艺流程、生产工艺及成型原理。

★该机主要以PVC、PP、PE为原料生产小口径单壁波纹管。
★通过相应的模具一次成型内外光滑,波纹均匀的波纹管产品。
★电线电缆穿线管,单壁波纹管设备,洗衣机排水管、吸尘器管、通风管等。





塑料单壁波纹管机组操作规程
(一)工艺流程
挤出机→铁丝放卷→机头模具→成型机→卷取



(二)具体操作步骤
1.开机前准备工作:首先对*机组每个部件进行认真检查,各部件连接螺栓是否松动;挤出机减速机、成型机减速机是否需要注油。对挤出机及机头模具加热部分进行温度设置,开始加温。
2.对机头模具口模、芯棒进行初步校正,挤出机与机头模具达到设置温度后开机低速运行。查看挤出机的管坯壁厚是否一致,进行****后校正后,拧紧调整螺栓。
3.挤出模具口模、芯棒校正后停机,再与成型机进行校正。把成型模板慢慢推入模具内,查看成型块与模具之间的间隙是否一致,如不一致,调整成型机高低度和调整左右方向螺栓。往返进退调整,并启动成型机低速空转查看,间隙均匀为止。再停机。
4.把气线接入通气嘴。
5.机头模具与成型块调整好后开机生产。先启动成型机运转,再启动塑料挤出机和空压机,同时把铁丝穿入机头模具铁丝孔,塑料管坯挤出后,单壁波纹管设备生产线,与铁丝一起和气堵、气杆连接,快速推入成型机,打开气阀开关通入气体,进入成型块成型。
6.启动收卷机。把穿入铁丝成型后的塑料波纹管制品引入收卷机卷盘卷取,根据成型挤出管的速度来调整收卷机的卷取速度。停机时,一定要注意,先停塑料挤出机然后再停波纹管成型机。
9~32PVC单壁波纹管挤出生产线技术参数
一、SJSZ—51/105锥形双螺杆挤出机:
螺杆直径:51/105 螺杆数量:2
长径比:22:1 生产能力:80Kg/h
螺杆螺筒材质:38CrMoAIA****合金钢,氮化处理


螺杆氮化层深度:0.4—0.6mm
表面硬度:HVgt;740
螺同氮化层深度:0.5—0.7mm
表面硬度:HVgt;940
螺筒加热:4区加热铸铝加热圈 功率:18kw
螺筒冷却:冷却风机4台 功率:4台×0.06kw,不锈钢风罩
螺筒排气:真空排气 真空泵功率:2.2kw
喂料装置:喂料电机1台,单壁波纹管设备模,功率:0.55kw,变频调速,配A*变频器
减速箱、分配箱:齿轮材质为20CrMoTi,渗氮、磨齿处理,硬齿面减速机
驱动功率:18.5kw电机,变频调速。配A*变频器
pe单壁波纹管设备-同三塑机(在线咨询)-单壁波纹管设备由青岛同三塑料机械有限公司提供。青岛同三塑料机械有限公司(www.tongsansuji.cn)位于山东省胶州市马铁路与扬州西路十字路口南100米。在市场经济的浪潮中拼博和发展,目前同三塑机在造粒机中拥有较高的*度,享有良好的声誉。同三塑机取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。同三塑机全体员工愿与各界有识之士共同发展,共创美好未来。

该公司其他产品





江湖通产品
-
 科井牌双温模温机水式高温9KW120度
面议
科井牌双温模温机水式高温9KW120度
面议
-
 厂价*分体式吸料机800G
面议
厂价*分体式吸料机800G
面议
-
 厂价直销直接式吸料机300
¥950.0元/件
厂价直销直接式吸料机300
¥950.0元/件
-
 供应科井牌水式模温机6KW模具控温机
¥3000.0元/件
供应科井牌水式模温机6KW模具控温机
¥3000.0元/件
-
 供应厂家*2020新款特卖 6KW水式模温机
面议
供应厂家*2020新款特卖 6KW水式模温机
面议





