M1083B无心磨床报价-南元机床集团
第一枪帮您来“拼单”,更多低价等你来!M1083B无心磨床报价-南元机床集团

- 名称江苏南元机床集团有限公司 【公司网站】
- 所在地中国
- 联系人 侯品
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-07-16 12:30 至 长期有效
M1083B无心磨床报价-南元机床集团产品详情
无心外圆磨削加工原理
无心外圆磨床它没有床头箱和尾架,而是由托板和导轮支持工件,用砂轮进行磨削。托板的上表面倾斜30°~ 50°,使工件靠切削力紧紧压在导轮上,导轮轴线相对于砂轮轴线有一倾斜角度α(1~5°)。导轮低速转动靠摩擦力带动工件旋转。由于倾斜角的存在,导轮与工件接触点处的速度V导方向是斜的,它可分为两个速度分量:一个是V工使工件旋转,另一个是V进,使工件产生轴向进给运动。
V进=V导sinα.
V工=V导cosα.
式中:V导 ——导轮的圆周速度 (m/s).
V工 ——工件的圆周速度 (m/s) .
V进 ——工件的轴向进给速度 (m/s) .
一般情况下,南元M1083B无心磨床,V导选0.166~0.5m/s。
由于导轮轴线与砂轮轴线有一倾斜角α,工件与导轮不是线接触。为使工件与导轮保持线接触,导轮的形状就不应是圆柱形,而应将其做成双曲面形。为此修正砂轮时,金刚石笔的运动应根据角α加以调整。由于无心外圆磨床磨削工件时不用d尖支撑,所以工件磨削长度不受d尖限制,又因磨削时工件被支持在导轮和砂轮之间,不会被磨削力顶弯,所以可磨削细长工件。无心磨削生产*,易于实现自动化,因此,多用于成批大量生产中磨削销轴等小零件或磨削细长光轴。无心磨床不能磨削断续表面(如有长键槽的圆柱面),因为这样导轮就无法使工件旋转。

南元M1083B无心磨床南元M1083B无心磨床南元M1083B无心磨床南元M1083B无心磨床





?无心磨床的七大具体特点介绍

1、无心磨床连续加工,无需退刀,装夹工件等*时间短,生产率高。
2、无心磨床托架和导轮*机构比普通外圆磨床、中心架机构支承刚性好,切削量可以较大,无心磨床并有利于细长轴类工件的加工,易于实现高速磨削和*磨削。
3、无心外圆无心磨床工件靠外圆在*机构上*,磨削量是工件直径上的余量,M1083B无心磨床供应商,故砂轮的磨损、进给机构的补偿和切入机构的重复*精度误差对零件直径尺寸精度的影响。无心磨床只有普通外圆磨床的一半,不需打中心孔,且易于实现上、下料自动化。
4、无心磨床宽砂轮无心磨床通过式机构、可采用加大每次的加工余量,在切入磨时可对复杂型面依次形磨削或多砂轮磨削,生产率高,适用范围广。
5、无心磨床无保证磨削表面与非磨削表面的相对位置精度(同轴度,垂直度等)的机构,磨削周向断续的外表面时圆度较差。
6、无心磨床磨削表面易产生奇数次棱圆度,如较大时往往会造成测量尺寸小于大实体尺寸的错觉,无心磨床而影响装配质量和工作性能。
7、无心磨床调整较复杂、费时,每更换不同直径的工件就需冲调整托架高度,与距离及有关的工艺参数。故调整技术难度较大,不适宜小批及单件生产。

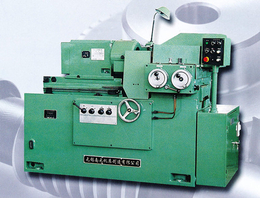
M1083B无心磨床 主要用途和特征
M1083B无心磨床机床的主要用途
本机床采用砂轮架固定,导轮架移动的布局方式,主要用来对精度和要求高表面质量的各种卷类、轴类零件的外圆柱面进行通磨。切入功能的还可对各种阶梯、锥形和圆形回转体表面进行半自动切入磨削。本机床结构设计合理,有良好的静态动态刚度,可靠性高。操作调整方便,造型美观大方。
机床主要特点
(1)、机床采用砂轮架固定,导轮架进给的方式,导轮架进给为三菱伺服电机驱动滚珠丝杆实现,机床具备自动进退刀及自动推料功能。
(2)、砂轮为悬臂式结构,更换砂轮方便。砂轮主轴材料为合金结构钢38CrMoAlA,并经严格的热处理,几何尺寸稳定刚性好。主轴支撑采用超精密低游隙双列圆柱滚子轴承和超精密角接触轴承组合的高刚性配列方式,径向和轴向都有****高的刚性,保证主轴****高的回转精度和高刚性。
(3)、导轮采用双支承结构,导轮主轴采用超精密低游隙双列圆柱滚子轴承和精密推力球轴承组合的高刚性配列方式,M1083B无心磨床报价,径向和轴向都有****高的刚性,保证主轴****高的回转精度和高刚性。
(4)、导轮调速采用交流变频无级调速,电气控制系统采用三菱数控系统控制。
(5)、导轮驱动采用弹性联轴器联接,经蜗轮蜗杆变速后再通过压力角内外花键传递到导轮轴,减少导轮受力不均对转速的影响,保证导轮稳定的回转。
(6)、砂轮、导轮修整器为手动进给,往复采用日本减速电机,交流变频无级调速。砂轮导轮修整器都可选配伺服电机驱动,实现两轴插补修整,用于仿形切入磨削
(7)、砂轮驱动电机设置在床身后侧,四平M1083B无心磨床,减少振动对其它的影响。
(8)、导轮架可手动进行轴向少量调整,如磨削零件需要轴向移动量大,可通过调整仿形板位置,实现导轮台阶和形状的轴向移动来实现。砂轮一般不需要进行端面修整,大端面磨削时可在托架上加装端面修整器,进给为手动,往复运动即为导轮架的伺服运动。
(9)、冷却系统采用磁滚纸带过滤冷却箱,对冷却液进行双层过滤,减少冷却液中杂质的影响,保证*的加工。
(10)、本机床为模块化设计,导轮台为上下两层滑板结构,两滑板可分别进行单独进给,满足对不同加工范围的调整操作,方便简单。回转体装在固定体上,可相对固定体在垂直面内转动,导轮轴线在垂直平面内可回转-2°~ 5°,以获得导轮在垂直面内的倾角,从而选择适宜的工件纵进给速度。下滑板与床身相连并可水平回转-1°~ 3°,在砂轮和导轮没修成锥形的情况下可以磨削锥度小于1:20的锥体零件。用户可根据自己的需要进行配置选购一些*附件。
M1083B无心磨床报价-南元机床集团由江苏南元机床集团有限公司提供。M1083B无心磨床报价-南元机床集团是江苏南元机床集团有限公司(www.jsnanyuan*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:侯品。