食品吸塑包装-金盛包装-徐州吸塑包装
第一枪帮您来“拼单”,更多低价等你来!食品吸塑包装-金盛包装-徐州吸塑包装

- 名称南京金盛包装有限公司 【公司网站】
- 所在地中国
- 联系人 许经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-07-21 14:07 至 长期有效
食品吸塑包装-金盛包装-徐州吸塑包装产品详情
吸塑汽车行业:
汽车内饰件,摩托车装饰板,电动滑板车外壳,汽车引擎盖,物流周转托盘,工具车外壳
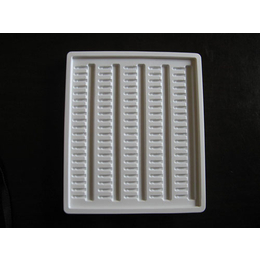
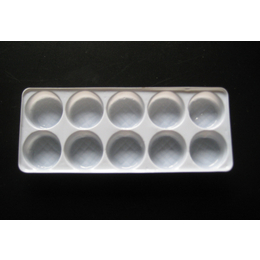
食品、家电行业吸塑:
吸塑食品托盘(鸡蛋托,快餐盒,杯盖,食品保鲜托盘等),*等吸塑外包装,冰箱内胆吸塑,浴缸、电子托盘、门板,器具,灯具等模具的类型通常是按照加工对象和工艺的不同进行分类,从行业角度的区分来看主要有塑料模具、橡胶模具、金属冷冲模具、金属冷挤压模具和热挤压模具、金属拉拔模具、粉末冶金模具、金属压铸模具、金属精密铸造模具、玻璃模具、玻璃钢模具等等。






五金吸塑包装盒注塑的成型周期
成型周期也被称为注塑周期,徐州吸塑包装,普通以完成一次注塑进程所需工夫的总和来表示。成型周期直接影响休息消费率和设备应用率,对制质量量的影响很大,吸塑盘包装,下面就来给大家讲一下关于五金吸塑包装盒注塑的成型周期。
1、注射工夫
注射工夫(也叫充模工夫)可以了解为正比于充模速率,在注射消费过程中,注射工夫普通约为1~5秒。注射工夫开端于模具合模,螺杆(或柱塞)向前推进,将资料挤入模具,这个进程普通十分快。塑料资料一接触冷的模具型腔壁,就粘在下面并凝结活动通道在凝结层之间,注射工夫对凝结层的厚度有很大影响,注射工夫是影响产品质量的次要要素之一。
2、保压工夫
保压工夫是对模具型腔内塑料施加压力的工夫,在整个成型周期内所占的比例较大,普通约为5-120秒(特厚制件可高达3~10分钟)。在浇口处熔料完全封冻之前,保压工夫的多少,对制质量量的影响较大,若在当前,则根本无影响。保压工夫依赖于物料的功能、料温、模温,以及主流道和浇口的大小。
3、冷却工夫
冷却工夫普通指没有压力作用于资料,产品持续冷却凝结,直到冷却到可以顶出为止的工夫。
4、五金吸塑包装盒开模工夫
开模工夫是模具翻开、顶出产品和再合模的工夫。

合理选择吸塑包装盒浇口的开设位置,食品吸塑包装,是****塑件质里、合理进行模具设计的重要环节,应遵循系统设计原则,下面就来给大家讲一下关于吸塑包装盒制作过程有哪些注意事项。
1、避免产生喷射和蛇形。
如果小浇口正对着宽度和厚度都较大的型腔空高速的塑料熔体从浇口注入型腔时,因受到很高的剪切刀,将产生喷射和蛇形现象。克服喷射现象的办法是,*吸塑包装,加大浇口断面尺寸或釆用冲击型尧口等使熔体平稳流入型腔。
2、尽量缩短流动距离,以减少压力、热量的损失,****材料利用率,使熔体速、均匀充模。
3、当塑件壁厚相差较大时,在避免喷射的前提下,浇口应开设在塑件较厚处,以利用熔体流动、排气和补料,避免塑件产生缩孔或表面凹陷
4、尽量减少或避免熔接痕。
熔体因模具结构、塑件形状、浇口位置等原因在充填型腔时形成两股或多股汇聚,此汇聚之处易产生熔接痕,从而影响塑件的质量,可釆用直接浇口、环形浇口、盘形浇口、点浇口等来避免熔接痕。
5、有利于塑料熔体流动。
当塑件上有加强筋时,可利用加强筋作为****熔体流动的通道。浇口位置的选择应使熔体能沿着加强筋的方向流动

6、有利于型腔排气。
在浇口位置确定后,应在型腔末了充满处或远离浇口的部位,开设排气槽或利用分型面、推杆间隙等模內活动部分的间隙排气。
7、考虑塑件的受力状况。
塑件浇口附近残余应力大、强度差,通常浇口位置不能设置在塑件承受弯曲载荷或受中击力的部位
8、减小塑件翘曲变形。
对于大型平板形塑件,若只采用一个中间浇口或一个侧浇口,都会造成塑件翘曲变形。若改用多个点浇口或薄片浇口,则可有效地克服这种现象
9、避免高压熔体对小型芯或小嵌件产生蘅句冲击,****型芯变形、偏心或嵌件移位。

食品吸塑包装-金盛包装-徐州吸塑包装由南京金盛包装有限公司提供。“吸塑包装材料”就选南京金盛包装有限公司(www.njjsbaozhuang*),公司位于:溧水区柘塘镇柘宁东路338号2幢,多年来,金盛包装坚持为客户提供好的服务,联系人:许经理。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。金盛包装期待成为您的长期合作伙伴!