铸铝件-重力五金铸铝-铸铝件厂
第一枪帮您来“拼单”,更多低价等你来!铸铝件-重力五金铸铝-铸铝件厂

- 名称东莞市重力五金科技有限公司 【公司网站】
- 所在地中国
- 联系人 王生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-07-03 01:27 至 长期有效
铸铝件-重力五金铸铝-铸铝件厂产品详情






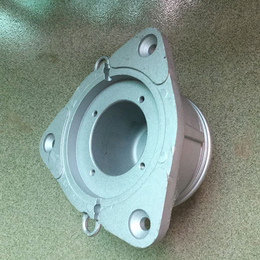
东莞市重力五金科技有限公司是一家专注于铝合金钢模重力铸造、铝合金铸件、翻砂铸造、铝合金压铸、铝合金铸造及T6热处理的生产企业。
铸造厂精密配件铸造流程是什么?
设备准备:
a、脱蜡用蒸汽发生器压力应为1.0Mpa,z低不得小于0.7Mpa.
b、仔细检查蒸汽脱蜡过滤网是否需清理或更换,****它脱蜡过程中出现跑蜡等事故。
c、开始脱蜡前,对脱蜡釜进行压力试验,并预热1—2次。
2、将待脱蜡型壳装在小车上,运送到脱蜡车间。
3、把型壳装在脱蜡车上,如果有排气棒的把它打开后,送入脱蜡蒸汽釜,立即关好机门。
4、打开蒸汽阀,14秒钟内压力必须达到0.56Mpa,温度达到160℃。
5、脱蜡时间10-15分钟。
6、关闭蒸汽阀,打开排气阀,泄放蒸汽压,在1分钟以上。
7、压力表指示压力为零时,铸铝件加工厂,打开脱蜡釜机门,并打开泄蜡阀。
8、把装型壳的装载车拉出,将型壳放在运输车上送至熔钢车间。
9、检查脱蜡后的型壳,是否脱干净, 是否有裂纹,有裂纹的型壳需修补。出现碎裂或成片剥落的,或裂纹超过0.5mm 宽对铸件有影响的型壳应通知车间负责人重新封浆或报废。
10、型壳修补:
a、型壳表面只有微细龟裂时,可在该处涂、粘涂料进行修补。
b、型壳有孔或不影响铸件的大裂痕,可用一块干净壳放在有孔处,再用耐火粉团封上,干燥。
11、脱完蜡后送到熔钢车间的架子上,且填好“脱蜡记录表” 注意事项

东莞市重力五金科技有限公司集模具研发、设计与制做,是一家专注于铝合金钢模重力铸造、铝合金铸件、翻砂铸造、铝合金压铸、铝合金铸造及T6热处理的生产企业。
铸铝件工艺品上的锈是长期裸lu在空气中受氧化生成的氧化铜,可以说是天然保护膜,如果不影响看清图案和字迹,铸铝件厂,还是保留为好。如果非要去除,用食醋也可以啊,软布蘸点食醋,轻轻擦拭即可去除,效果不错,还不伤铜物。或者送到有关部门进行处理。其实,铸铝件,古物保持它的原貌z好,这样更能体现其文化韵味、艺术价值、收藏价值。

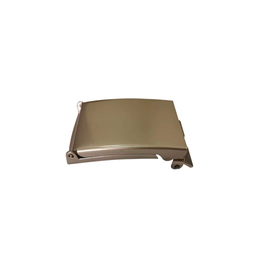
东莞市重力五金科技有限公司是一家专注于铝合金钢模重力铸造、铝合金铸件、翻砂铸造、铝合金压铸、铝合金铸造及T6热处理的生产企业。
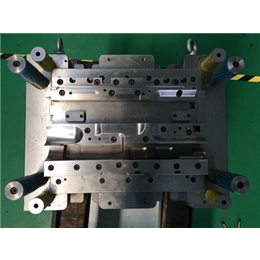
压铸件的结构设计经验:
1、考虑壁厚的问题,厚度的差距过大会给填充带来影响;
2、考虑脱模的问题,这点在铝压铸实践中非常重要,现实中往往会呈现这样的问题。这比注塑脱模难处理多了,所以拔模斜度的设置和动定模脱模力的计算要特别注意,通常拔模斜度为1~3度,通常考虑到脱模的顺利性,外拔模要比内拔模的斜度要小些,外拔模也就1度,而内拔模要2~3度左右;
3、设计时考虑到模具设计的问题,铸铝件厂家,如果有多个方位的抽心位,尽量的放两头,不要放在下位抽心,这样时刻长了下抽心会容易出问题;
铸铝件-重力五金铸铝-铸铝件厂由东莞市重力五金科技有限公司提供。铸铝件-重力五金铸铝-铸铝件厂是东莞市重力五金科技有限公司(www.dgzlwj*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:王生。