长安铸铝件-铸铝件-东莞重力五金
第一枪帮您来“拼单”,更多低价等你来!长安铸铝件-铸铝件-东莞重力五金

- 名称东莞市重力五金科技有限公司 【公司网站】
- 所在地中国
- 联系人 王生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-06-25 23:05 至 长期有效
长安铸铝件-铸铝件-东莞重力五金产品详情






铝铸件不仅可以********模型腔表面加工质量,还可以****模具工作时由于应力集中导致开裂模具精加工时,应对型腔表面进行有效的抛光和研磨,使型腔表面粗糙度数值控制在0.8μm以下。本次一起来了解下铝铸件的预热要求:
铝铸件在风叶槽电火花穿孔电****制造的时候,会将电****周边尖棱修圆至d1.5mm——2mm,确保电加工后模具型腔无尖角过渡,避免模具尖角处开裂失效。正确、规范使用铸铝模,并辅以精心的维护管理,会延长其使用寿命。

东莞市重力五金科技有限公司是一家专注于铝合金钢模重力铸造、铝合金铸件、翻砂铸造、铝合金压铸、铝合金铸造及T6热处理的生产企业。
铸造厂精密配件铸造流程是什么?
设备准备:
a、脱蜡用蒸汽发生器压力应为1.0Mpa,z低不得小于0.7Mpa.
b、仔细检查蒸汽脱蜡过滤网是否需清理或更换,****它脱蜡过程中出现跑蜡等事故。
c、开始脱蜡前,对脱蜡釜进行压力试验,虎门铸铝件,并预热1—2次。
2、将待脱蜡型壳装在小车上,长安铸铝件,运送到脱蜡车间。
3、把型壳装在脱蜡车上,如果有排气棒的把它打开后,送入脱蜡蒸汽釜,立即关好机门。
4、打开蒸汽阀,铸铝件,14秒钟内压力必须达到0.56Mpa,温度达到160℃。
5、脱蜡时间10-15分钟。
6、关闭蒸汽阀,打开排气阀,泄放蒸汽压,在1分钟以上。
7、压力表指示压力为零时,打开脱蜡釜机门,并打开泄蜡阀。
8、把装型壳的装载车拉出,道滘铸铝件,将型壳放在运输车上送至熔钢车间。
9、检查脱蜡后的型壳,是否脱干净, 是否有裂纹,有裂纹的型壳需修补。出现碎裂或成片剥落的,或裂纹超过0.5mm 宽对铸件有影响的型壳应通知车间负责人重新封浆或报废。
10、型壳修补:
a、型壳表面只有微细龟裂时,可在该处涂、粘涂料进行修补。
b、型壳有孔或不影响铸件的大裂痕,可用一块干净壳放在有孔处,再用耐火粉团封上,干燥。
11、脱完蜡后送到熔钢车间的架子上,且填好“脱蜡记录表” 注意事项

东莞市重力五金科技有限公司是一家专注于铝合金钢模重力铸造、铝合金铸件、翻砂铸造、铝合金压铸、铝合金铸造及T6热处理的生产企业。
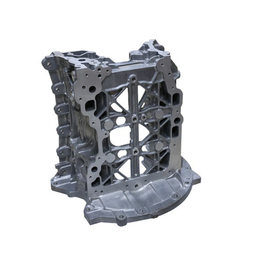
铝铸件在进行制作的过程中主要是指采用铸造的加工方式而得到的纯铝或者是铝合金的设备器件,在一定程度上一般会采用砂型模或金属模将加热为液态的。
铝或铝合金浇入模腔,而得到的各种形状和尺寸的铝零件或铝合金零件通常就称为铝压铸件。
铝铸件在一定程度上是其他一些铸件无法比拟的优势,比如其美观、质量轻以及耐腐蚀等优势,使它广受用户的青睐,特别是在汽车轻量化以来,铸造铝合金铸件在汽车工业中得到了广泛的应用。

长安铸铝件-铸铝件-东莞重力五金由东莞市重力五金科技有限公司提供。长安铸铝件-铸铝件-东莞重力五金是东莞市重力五金科技有限公司(www.dgzlwj*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:王生。