机械加工报价-江苏机械加工-涵宇通(查看)
第一枪帮您来“拼单”,更多低价等你来!机械加工报价-江苏机械加工-涵宇通(查看)

- 名称北京涵宇通科技有限公司 【公司网站】
- 所在地中国
- 联系人 施经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-05-02 17:26 至 长期有效
机械加工报价-江苏机械加工-涵宇通(查看)产品详情






机械加工补焊技术要求
补焊技术要求:
1、补焊前必须将缺陷*清除,坡口面应修的平整圆滑,不得有尖角存在。
2、根据铸钢件缺陷情况,对补焊区缺陷可采用铲挖、磨削,炭弧气刨、气割或机械加工等方法清除。
3、补焊区及坡口周围20mm以内的粘砂、油、水、锈等脏物必须*清理。
4、在补焊的全过程中,铸钢件预热区的温度不得低于350°C。
5、在条件允许的情况下,尽可能在水平位置施焊。

6、补焊时,焊条不应做过大的横向摆动。
7、铸钢件表面堆焊接时,焊道间的重叠量不得小于焊道宽度的1/3。
想了解更多详细信息,赶快拨打图片上的电话吧!!!
铝合金外壳冲压的要点
一,铝合金材质较软,为了****冲压过程中铝合金发生变形、移位。在冲压模具上必须设置****的*,*装置需要表面光滑无菱角。这样可以有效的减少铝合金外壳冲压造成的不良。
二,合理的设计模具间隙,****铝合金外壳出现鼓包,塌角等现象。

三,铝合金外壳设计结构时,尽量避免出现深沉孔,因为铝合金外壳后工艺大部分都需要阳****氧化,阳****氧化时深沉孔容易藏酸。
四,模具的所有刀口都要用慢走丝线割,因为快、中走丝线割出的模具刀口不平整,冲压时铝合金外壳刀口位置容易出现毛刺和狗牙现象。
想了解更多详细信息,赶快拨打图片上的电话吧!!!
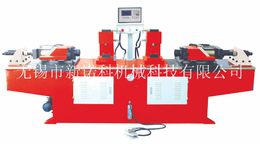
铝合金壳体焊接的方式?
焊接是铝合金壳体的其中一道工序,那么铝合金壳体 焊接的方式是怎样的呢?
铝合金壳体的焊接分为熔化焊(Ar弧焊、CO2焊、气体焊、手工焊)、压力焊(点焊、对焊、撞焊)、钎焊(电铬焊、铜丝)等方式,各有优缺点。
五金壳体的焊接常用的分别是CO2焊和Ar弧焊,一般来说CO2气体保护焊用于铁板类焊搠,具有生产率高,能源消耗少,成本低,*锈能力强等优点;Ar弧焊用于不锈钢、铝板类焊接上,溶深浅,江苏机械加工,溶接速度慢,效率低,生产成本高,具有夹钨缺陷,机械加工报价,但具有焊接质量较好的优点,机械加工厂家,可焊接有色金属,如铝、铜、镁等;机器人焊接,可节省工时,****工作效率和焊接质量,减轻工作强度。

五金壳体加工也有出息焊接变形的问题,主要原因是焊接前准备不足,需增加夹具;焊接治具不良需要****工艺;焊接顺序不好则需要有经验的师傅来调整。焊接强度不够可通过点焊打凸点,机械加工多少钱,强加焊接面积,通常矫正焊接变形的方法有火焰效正法、振动法、锤击法、人工时效法等。
想了解更多详细信息,赶快拨打图片上的电话吧!!!
机械加工报价-江苏机械加工-涵宇通(查看)由北京涵宇通科技有限公司提供。机械加工报价-江苏机械加工-涵宇通(查看)是北京涵宇通科技有限公司(www.bjhytjxjg*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:施经理。

该公司其他产品
-

精密机械加工公司
面议 -

河北零部件加工-涵宇通-零部件加工报价
面议 -

北京机械加工厂「在线咨询」
面议 -

玻璃制造机械零件加工价格-湖北玻璃制造机械零件加工-涵宇通
面议 -
机械加工工厂
面议