同步器齿套断续切削*PCBN刀粒超**-华菱超硬
第一枪帮您来“拼单”,更多低价等你来!同步器齿套断续切削*PCBN刀粒超**-华菱超硬
- 名称郑州华菱超硬材料有限公司 【公司网站】
- 所在地中国
- 联系人 崔经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-02-28 19:57 至 长期有效
同步器齿套断续切削*PCBN刀粒超**-华菱超硬产品详情
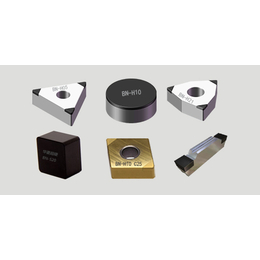
华菱超硬,十余年专注于脆硬材料加工用CBN刀具的研发,****加工同步器华菱超硬推出BN-H10牌号(复合式)和BN-H11牌号(镶嵌式)CBN刀具,是目前应用较为广泛的两款CBN材质。
华菱超硬CBN刀具BN-H10牌号和BN-H11牌号,属于镶嵌式CBN刀具,具有优异的*性和耐热性。并且多刃口数量更经济。****生产效率,降低生产成本。主要用于精加工工序。
华菱超硬CBN刀具BN-H10牌号和BN-H11牌号****加工同步器时切削速度控制在60-250m/min之间,进给量为0.05-0.35mm/r,吃刀深度则≤1mm。****加工同步器不崩刀更*。
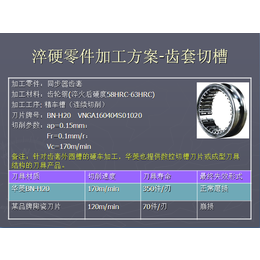
以华菱超硬CBN刀具****加工同步器为例:加工部位:槽;工件材料:20CrMoTi,工件硬度:HRC58-63,工件直径:?160mm,槽宽10mm,表面粗糙度要求:Ra0.8以内。






为了保证同步器的*性,常采用热处理工艺来进行处理。热处理后同步器硬度达到HRC60左右,而且同步器热处理后易变形,需对拨叉槽的两侧及底部进行加工处理,保证同步器表面光洁度和尺寸精度。
随着刀具行业的不断发展,可硬车同步器的刀具材料有硬质合金,陶瓷,CBN等刀具材质。但由于同步器硬度高,而且拨叉槽部位对刀具要求较高,硬质合金刀具由于自身硬度低,硬车同步器时磨损非常快,需频繁换刀,影响生产效率。陶瓷材质刀具脆性大,适合加工硬度HRC55以下的工件,对于HRC60左右的同步器选择CBN刀具更具优势。
华菱超硬,同步器齿套加工*PCBN刀粒超**,作为我国超硬刀具国产化先驱,早期以脆硬材料加工用CBN刀具和高品级金刚石为研究方向,在超硬刀具学术界享有很高的声誉,尤其在“以车代磨”、超高硬度重载切削、铸铁高速加工等细分领域*行业独具优势。华菱超硬提供同步器行业硬车削用CBN刀具,包含数控切槽刀片,数控车刀片,成型刀具,质量三包,品牌保证,欢迎垂询。

同步器作为汽车零部件之一,经过热处理后易变性,一般需对同步器滑套拨叉槽的两侧以及底部进行加工,以切除掉淬火后的变形量,或达到图纸要求的表面粗糙度。但由于其硬度高比较难加工,一直是机械制造商的难题。
随着刀具行业的不断发展,常采用以车代磨工艺加工同步器滑套拨叉槽,以车代磨加工同步滑套拨叉槽的刀片材质有硬质合金刀头,陶瓷材质刀片,CBN刀具。但在加工过程中常出现以下问题:
①硬质合金刀头不*,频繁换刀,刀具费用居高不下;
②陶瓷材质刀片脆性大易崩刀;
③CBN刀具同陶瓷材质刀片一样脆性大,只能小吃刀深度小余量的加工同步器滑套拨叉槽,并且不能断续切削。
华菱超硬提供同步器行业以车代磨用CBN刀具,包含数控切槽刀片,数控车刀片,成型刀具,质量三包,品牌保证,欢迎垂询。

同步器齿套断续切削*PCBN刀粒超**-华菱超硬由郑州华菱超硬材料有限公司提供。郑州华菱超硬材料有限公司(www.hlcbn.org)实力雄厚,信誉可靠,在河南 郑州 的刀具、夹具等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将*华菱超硬和您携手步入*,共创美好未来!

该公司其他产品




江湖通产品
-
 东莞台荣机械式消音槽送料架全自动TM1.5-8小棒材送料机
¥15000.0元/台
东莞台荣机械式消音槽送料架全自动TM1.5-8小棒材送料机
¥15000.0元/台
-
 大小杂件接料器 可自动卸料 东莞台荣TM0208螺母
¥1500.0元/台
大小杂件接料器 可自动卸料 东莞台荣TM0208螺母
¥1500.0元/台
-
 东莞台荣TM0642油浴送料机 管式无轴送料架 油压送料机
¥8000.0元/台
东莞台荣TM0642油浴送料机 管式无轴送料架 油压送料机
¥8000.0元/台
-
 东莞台荣TM0528全功能油膜式自动送料机 走心机配套送料架
¥40000.0元/台
东莞台荣TM0528全功能油膜式自动送料机 走心机配套送料架
¥40000.0元/台
-
 东莞台荣TM0642油压浴送料机 管式无轴送料架
¥12000.0元/台
东莞台荣TM0642油压浴送料机 管式无轴送料架
¥12000.0元/台