消失模工艺弯头-消失模工艺-*铸造
第一枪帮您来“拼单”,更多低价等你来!消失模工艺弯头-消失模工艺-*铸造
- 名称庆云辉煌精密铸造有限公司 【公司网站】
- 所在地中国
- 联系人 纪文辉
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-03-14 12:21 至 长期有效
消失模工艺弯头-消失模工艺-*铸造产品详情
铸铁件常见铸造缺陷的****方法!特征:浇注好的铸件表面会有一些裂纹,形状呈现的丝直线或者弯曲先形状。裂纹分热裂和冷裂两种。热裂的裂口多呈曲折和不规则的形状,其断口表面呈浅黑色,有较深的氧化色。冷裂的裂口较直,消失模工艺齿轮,铸件断口表面有金属光泽而且比较干净,有时出现轻微的氧化色。
铸件产生裂纹的主要原因是:冷却凝固收缩时受到阻碍而产生内应力,当内应力大于金属材料的强度时,铸件就开裂形成裂纹。
铸造厂****措施:
(1)严格控制铁液的化学成分。其中硫高能使铸件产生"热脆性",造成热裂,因此灰铸铁中w(S)应低于0.12%,但也不能太低(不宜低于0.05%),硫太低要影响孕育效果,消失模工艺,****适宜的w(S)为0.05%~0.12%。磷高能使铸件产生"冷脆性",造成冷裂,因此灰铸铁中w(P)应低于0.15%,球铁中w(P)应低于0.08%。
(2)调节铸件各部位的冷却速度,避免铸件局部过热,在铸件的厚大断面或热节处放置冷铁,内浇道适当分散,使铸件各部位温度趋向均匀。
(3)铸件浇注好以后,消失模工艺铸件,开型不要过早,不要用冷水浇喷高温铸件,适宜的开型时间是型内铸件温度低于600℃时。
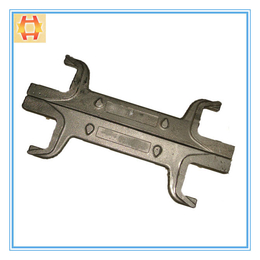
(4)条件允许时,改变铸件的结构,消失模工艺弯头,****铸件开裂。如设置加强筋,两截面交接部位由直角改成圆角,以减少应力集中。






铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质多为原为固态但加热至液态的金属(例:铜、铁、铝、锡、铅等),而铸模的材料可以是砂、金属甚至陶瓷。因应不同要求,使用的方法也会有所不同。




消失模铸造、
消失模铸造是一种近无余量、*成型的新工艺,该工艺无需取模、无分型面、无砂芯,因而铸件没有飞边、毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误差。铸件表面粗糙度可达Ra3.2至12.5μm;铸件尺寸精度可达CT7至9;加工余量****多为1.5至2mm,可大大减少机械加工的费用,和传统砂型铸造方法相比,可以减少40%至50%的机械加工间。

*铸造(图)-消失模工艺弯头-消失模工艺由庆云*精密铸造有限公司提供。庆云*精密铸造有限公司(www.sdhhzz*)实力雄厚,信誉可靠,在山东 德州 的工业锅炉及配件等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将**铸造和您携手步入*,共创美好未来!

该公司其他产品




江湖通产品
-
 地下室铲车小型装载机中首重工铲车使用案例czx
¥100000.0元/台
地下室铲车小型装载机中首重工铲车使用案例czx
¥100000.0元/台





