铣削碳化钨轧辊*刀具CDW025*-华菱超硬PCD刀具
第一枪帮您来“拼单”,更多低价等你来!铣削碳化钨轧辊*刀具CDW025*-华菱超硬PCD刀具

- 名称郑州华菱超硬材料有限公司 【公司网站】
- 所在地中国
- 联系人 崔经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-01-25 18:58 至 长期有效
铣削碳化钨轧辊*刀具CDW025*-华菱超硬PCD刀具产品详情
怎么切削硬质合金?早期采用磨削工艺对硬质合金进行加工,但是效率太低,华菱超硬HLCBN和BNK30牌号立方氮化硼刀具可以车代磨加工硬质合金,采用车削代替粗磨工序,可大大****加工效率。一般来讲,切削替代磨削,能****加工效率,而且切削方式的硬质合金切屑更容易回收;因为成型砂轮定制需要周期或者需要模具,但成型刀具非标定制相对来讲,比较快,所以采用切削方式更有利于****生产周期。
华菱超硬提供切削加工硬质合金的刀具产品,如立方氮化硼刀具、金刚石刀具、CVD金刚石车刀、非标焊接车刀等多种切削刀具方案以及磨削方案,凡购买华菱超硬刀具产品,质量三包,全程提供技术指导服务,欢迎致电华菱超硬咨询刀具。






车削碳化钨钨钢轧辊、辊环的刀具方案:
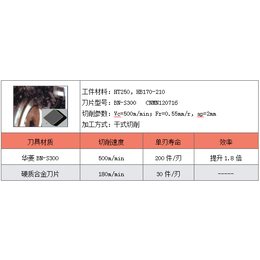
(1)碳化钨钨钢轧辊硬度小于HRA90,推荐HLCBN材质或BNK30材质CBN刀具,该材质硬度高,*性和*冲击性能优异,可大余量车削加工钨钢轧辊、辊环;
(2)碳化钨轧辊硬度大于HRA90,推荐CDW025材质PCD刀具;
(3)大余量车削钨钢轧辊、辊环的外表面或R3以上的槽,首先用HLCBN材质或BNK30材质CBN刀具粗加工;
(4)小余量精车碳化钨轧辊、辊环时,可采用CDW025材质PCD刀具进行仿形加工(如倒角工序和切槽等成型工序可选择定制金刚石刀具)。

采用BNK30或HLCBN牌号立方氮化硼刀具加工硬质合金轧辊、辊环时,切削参数建议选择:切削速度Vc≤35m/min;吃刀深度ap≤0.8mm;进给量Fr=0.25-1mm/r(具体根据刀具形状和加工粗糙度选择,尽量取大值)。在加工硬质合金轧辊、辊环时,可能会对刀具进行钝化处理,所谓的钝化处理就是为了解决刃磨后的刀具刃口微观缺口的缺陷,使其锋值减少或消除,达到圆滑平整,既锋利坚固又*的目的。同时刀具刃口也不能太过锋利,太过锋利会降低刀具的使用寿命,华菱超硬在刀具刃口的参数选择上有大量的经验,可帮助客户选择*的刀具刃口参数。
华菱超硬提供加工硬质合金的刀具产品及解决方案,如CBN刀具、立方氮化硼刀具、非标焊接车刀等多种切削刀具方案以及磨削方案,可“量体裁衣”根据加工情况具体推荐选择,凡购买华菱超硬刀具产品,质量三包,全程提供技术指导服务,欢迎致电华菱超硬咨询刀具。