车加工同步器齿套刀片易崩刀怎么办-华菱超硬(****商家)
第一枪帮您来“拼单”,更多低价等你来!车加工同步器齿套刀片易崩刀怎么办-华菱超硬(****商家)
- 名称郑州华菱超硬材料有限公司 【公司网站】
- 所在地中国
- 联系人 崔经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-12-11 19:48 至 长期有效
车加工同步器齿套刀片易崩刀怎么办-华菱超硬(****商家)产品详情
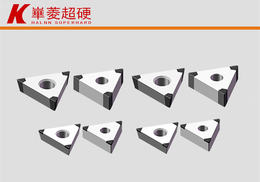
针对同步器齿套切槽加工:常用工件材料为20CrMoTi,工件直径约?160mm,槽宽10mm,表面粗糙度要求Ra0.8以内,渗碳淬火后硬度HRC58-63,针对此类情况华菱超硬有两种解决方案,根据机床刚性选择刀具牌号。
(1)机床刚性好的情况下:选择华菱超硬立方氮化硼刀片BN-H20牌号,机夹结构,可高速加工,而且刀具寿命高,刀尖圆弧角有多种规格,如R1.0,R0.6等。后角3度,线速度可达到180m/min。常采用35°菱形刀片,如VNGA160408或VNGA160404机夹刀片,并且华菱超硬可根据用户要求定制1-4个刃口。精度达到Ra0.8以内。
(2)机床刚性差的情况下:选择华菱超硬立方氮化硼刀片BN-H10牌号,属于成型刀具,立方氮化硼刀片BN-H10牌号由于具有良好的*冲击韧性和*震性能,可在机床刚性稍差的情况下进行加工,切削参数:后角7度,副偏角4度,刀尖圆弧角R0.6-0.4。线速度V=100-150m/min,进给量Fr=0.08mm/r,刀具修磨一次可加工350件工件。用户也可提供图纸,根据要求定制非标刀具。






为了保证同步器的*性,常采用热处理工艺来进行处理。热处理后同步器硬度达到HRC60左右,而且同步器热处理后易变形,需对拨叉槽的两侧及底部进行加工处理,保证同步器表面光洁度和尺寸精度。
随着刀具行业的不断发展,可硬车同步器的刀具材料有硬质合金,陶瓷,CBN等刀具材质。但由于同步器硬度高,而且拨叉槽部位对刀具要求较高,硬质合金刀具由于自身硬度低,硬车同步器时磨损非常快,需频繁换刀,影响生产效率。陶瓷材质刀具脆性大,适合加工硬度HRC55以下的工件,对于HRC60左右的同步器选择CBN刀具更具优势。
华菱超硬,作为我国超硬刀具国产化先驱,早期以脆硬材料加工用CBN刀具和高品级金刚石为研究方向,在超硬刀具学术界享有很高的声誉,尤其在“以车代磨”、超高硬度重载切削、铸铁高速加工等细分领域*行业独具优势。华菱超硬提供同步器行业硬车削用CBN刀具,包含数控切槽刀片,数控车刀片,成型刀具,质量三包,切削同步器齿套如何保证光洁度,品牌保证,欢迎垂询。

同步器作为汽车零部件之一,经过热处理后易变性,一般需对同步器滑套拨叉槽的两侧以及底部进行加工,以切除掉淬火后的变形量,或达到图纸要求的表面粗糙度。但由于其硬度高比较难加工,一直是机械制造商的难题。
随着刀具行业的不断发展,常采用以车代磨工艺加工同步器滑套拨叉槽,以车代磨加工同步滑套拨叉槽的刀片材质有硬质合金刀头,陶瓷材质刀片,CBN刀具。但在加工过程中常出现以下问题:
①硬质合金刀头不*,频繁换刀,刀具费用居高不下;
②陶瓷材质刀片脆性大易崩刀;
③CBN刀具同陶瓷材质刀片一样脆性大,只能小吃刀深度小余量的加工同步器滑套拨叉槽,并且不能断续切削。
华菱超硬提供同步器行业以车代磨用CBN刀具,包含数控切槽刀片,数控车刀片,成型刀具,质量三包,品牌保证,欢迎垂询。


