宁夏机加工法兰-先锋石化设备有限公司-机加工法兰厂
第一枪帮您来“拼单”,更多低价等你来!宁夏机加工法兰-先锋石化设备有限公司-机加工法兰厂
- 名称无锡先锋石化设备有限公司 【公司网站】
- 所在地中国
- 联系人 朱经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-03-03 16:18 至 长期有效
宁夏机加工法兰-先锋石化设备有限公司-机加工法兰厂产品详情





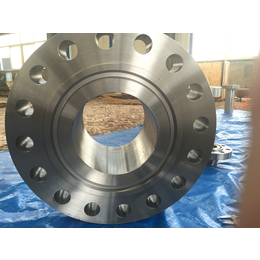
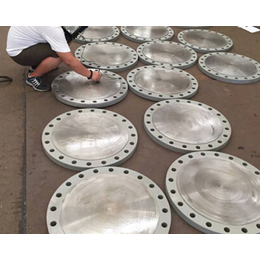
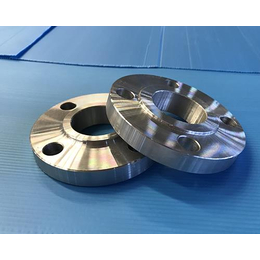
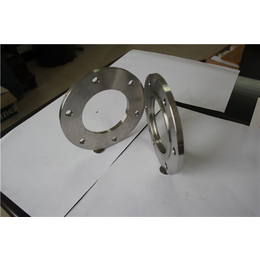
法兰管件具有优异的冲击强度,我们通常用热熔焊接和机械连接,优于PB-PP-R导热系数。让我们分析不锈钢法兰的加工方法。不锈钢法兰配件由钢制成。在我们的师傅将钢板切割成所需材料后,其形状像UOE的形状,然后将原材料通过冲压冲压成圆形。分成两半之后,再放在一起焊接。问题来了,通常在推动之后,凸缘在这种热状态下成形。形状好后,我们的师傅检测法兰管件的外径和壁厚均符合要求。精加工过程也随之开始,通过喷丸处理之后,用凹槽处理两端以便于焊接。经过检验,再进行钢铁印刷,涂装,包装等工序,即可出厂。
不锈钢法兰管件在制造过程中比其他管件具有两种以上的热处理工艺。其他程序是一样的。由于某些法兰处理不当,它们会变形,这是不允许的。另外,机加工法兰厂家,在推动头部之后,前端的外径通常较大。由于存在焊缝,机加工法兰厂,因此需要进行无损检测。有时我们也要热处理。

切削不锈钢法兰刀具的几何参数:
①前角。不锈钢法兰具有硬度、强度较低,但塑性高、韧性大以及热强性高的特点。为减小塑性变形、切削力、切削温度及加工硬化现象,在保证切削刃强度的前提下,应尽量采用较大的刀具前角,以使切削刃锋利。切削各种不锈钢法兰的刀具前角γ0=15°~30°。对于马氏体不锈钢法兰应取大值。对于奥氏体和奥氏体 铁素体不锈钢法兰前角应取小值。高速钢铣刀γ0=10°~20°;硬质合金铣刀γ0=5°~10°;铰刀γ0=8°~12°;丝锥γ0=10°~15°。
②后角。为了减小刀具后刀面与工件的摩擦和加工硬化,α0=8°~12°。高速钢端铣刀和立铣刀,α0=12°~15°;硬质合金端铣刀α0=8°~10°,立铣刀α0=10°~15°。
③主偏角、副偏角和刀尖圆弧半径。减小主、副偏角可以*刀尖强度,有利于散热,但会使切削过程的径向力*,容易引起振动。一般κr=45°~75°,κr′=8°~15°。刀尖圆弧半径rε=0.4~1.2mm。
④刃倾角。在粗加工时,机加工法兰报价,为了*刀尖强度,刀具刃倾角λs=-3°~-8°。精加工时,λs=0°~3°。

法兰松套限位伸缩接头适用于管道线路两端都是法兰连接。安装时调整产品两端与管道或法兰的安装长度,对角均匀拧紧压盖螺栓,再调整好限位螺母,这样就能让管道在伸缩量范围内可以自由伸缩,锁定伸缩量,宁夏机加工法兰,管道的安全运行。1 伸缩量大,使用寿命长。2 方便阀门的拆装,有利于管线的定期维护。3 本产品能够有效地起到保护管线避免受到地陷带来的不良影响。4 材质优良,运行稳定。B2F(VSSJA-2)双法兰限位伸缩接头适用于输送海水、淡水、冷热水、饮用水、生活污水、燃油、润滑油、成品油、空气、煤气、温度不高于250度的蒸汽和颗粒粉状等介质。

宁夏机加工法兰-先锋石化设备有限公司-机加工法兰厂由无锡先锋石化设备有限公司提供。宁夏机加工法兰-先锋石化设备有限公司-机加工法兰厂是无锡先锋石化设备有限公司(www.wxxfsh*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:朱经理。