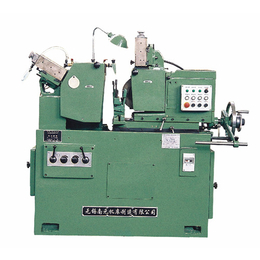
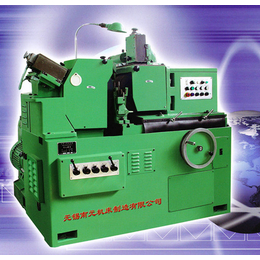
南元机床-威海M1010B无心磨床
第一枪帮您来“拼单”,更多低价等你来!南元机床-威海M1010B无心磨床

- 名称江苏南元机床集团有限公司 【公司网站】
- 所在地中国
- 联系人 侯品
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2019-02-21 07:44 至 长期有效
南元机床-威海M1010B无心磨床产品详情
通磨时,为使工件能以一定的纵向进给速度,顺利通过磨削区,根据无心磨床磨削运动分析可知,须将导轮在垂直面内倾斜一个角度。这时导轮如果仍是一个圆柱形的话,那么导轮和工件的接触只能是点接触,磨削将无法进行。要想工件能和导轮在全部宽度上接触,只好将导轮修整成单叶双曲线回转体的形状。
为使导轮能修整成双曲线的形状,除将导轮在垂直平面内倾斜角外,M1010B无心磨床厂家,还需导轮修整器在水平面内转动一个角度。即导轮修整器金刚石的运动轨迹与导轮回转轴线在空间相交角。
根据无心磨床磨削成圆的理论,我们知道,在磨削时,工件的中心要高出砂轮和导轮的中心连线,即中心高,从而使导轮和工件的接触点到砂轮和导轮中心线的距离变成y久高度。
在磨削过程中,要使导轮和工件能保持良好接触,除了修整器在水平面内转一个角外,还须使金刚石有一定的位移量,也就是导轮修整器的金刚石要相对导轮中心偏移的距离。
只有选定好上数参数后,才能对无心磨床导轮进行修整。

M1010B无心磨床厂家M1010B无心磨床厂家M1010B无心磨床厂家M1010B无心磨床厂家





磨床故障判别办法
磨床是运用磨具对工件外表进行磨削加工的磨床。当无心磨床长时间使用后,简略呈现一些故障,排除故障的办法有哪些?
1、直观法:即是运用人的感官注意发作故障时的表象并判别故障发作的能够部位。如有故障时何处是不是有异响、火花发作,何处有焦糊位呈现,M1010B无心磨床供应商,何处有发热异常表象,然后进一步调查能够发作故障的每块电路板的外表情况,这是一种****基本、****简略的办法,威海M1010B无心磨床,但却需求磨床维修人员具有必定的维修经历。
2、硬件提示功能:指示灯可判别故障地点。在无心磨床硬件电路板上有许多的指示灯,借此可大致判别出故障地点位置。
3、软件提示功能:CNC体系都具有自确诊功用。在体系作业时间,能用自确诊程序对体系进行快速确诊。一旦检测到故障,指示灯将会闪烁,M1010B无心磨床公司,维修时可根据指示灯来查找磨床的故障地点。
4、磨床体系参数:体系参数改变会直接影响到磨床的功能,乃至使磨床发作故障,整台无心磨床不能作业。而外界的搅扰有能够导致存储器内单个参数的改变,听以当磨床发作了一些不可思议的故障时,可对磨床的参数进行核对。
M1010B无心磨床厂家M1010B无心磨床厂家M1010B无心磨床厂家M1010B无心磨床厂家
由于无心磨床磨轮修整单元设置在磨轮之上倾斜向下的位置上,所以不必在磨轮的侧方保持一个用于磨轮修整单元的空间,该空间与传统磨床的横向尺寸****为紧密相关。那么,造成无心磨床加工零件不圆的原因是什么呢?
1、原因:导轮沒有修圆;磨削次数少或上道工序椭圆度过大;砂轮磨钝;磨量过大或走刀量过大。
2、解决无心磨床加工不圆的方法:重修导轮,待导轮修圆为止(通常修到无断续声为止);适当增加磨削次数;重修砂轮;减少磨量和重刀速度。

M1010B无心磨床厂家M1010B无心磨床厂家M1010B无心磨床厂家M1010B无心磨床厂家
南元机床-威海M1010B无心磨床由江苏南元机床集团有限公司提供。南元机床-威海M1010B无心磨床是江苏南元机床集团有限公司(www.jsnanyuan*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:侯品。